Jak dotrzeć z ofertą do odległych zakątków świata?
Przykład firmy ASTOR i stworzonego przez nią robota edukacyjnego Astorino, który trafił do placówki edukacyjnej Unimate Labs w Brazylii pokazuje, jak może rodzić się międzykontynentalna współpraca i jakie korzyści przynosi. Opowiada o niej założyciel Unimate Labs Antonio Beluco.
Polskie przedsiębiorstwa coraz częściej przekonują się, że dzięki budowaniu relacji z podmiotami na całym świecie można zaistnieć ze swoimi produktami i rozwiązaniami nie tylko na rynkach europejskich, ale nawet na innych kontynentach.
CD Projekt, InPost, Inglot, Solaris, LPP – przybywa polskich przedsiębiorstw, które przenoszą swoją aktywność na zagraniczne rynki. Na mniejszą skalę robi to też – we współpracy z zagranicznymi partnerami – firma ASTOR, twórca robota edukacyjnego Astorino.
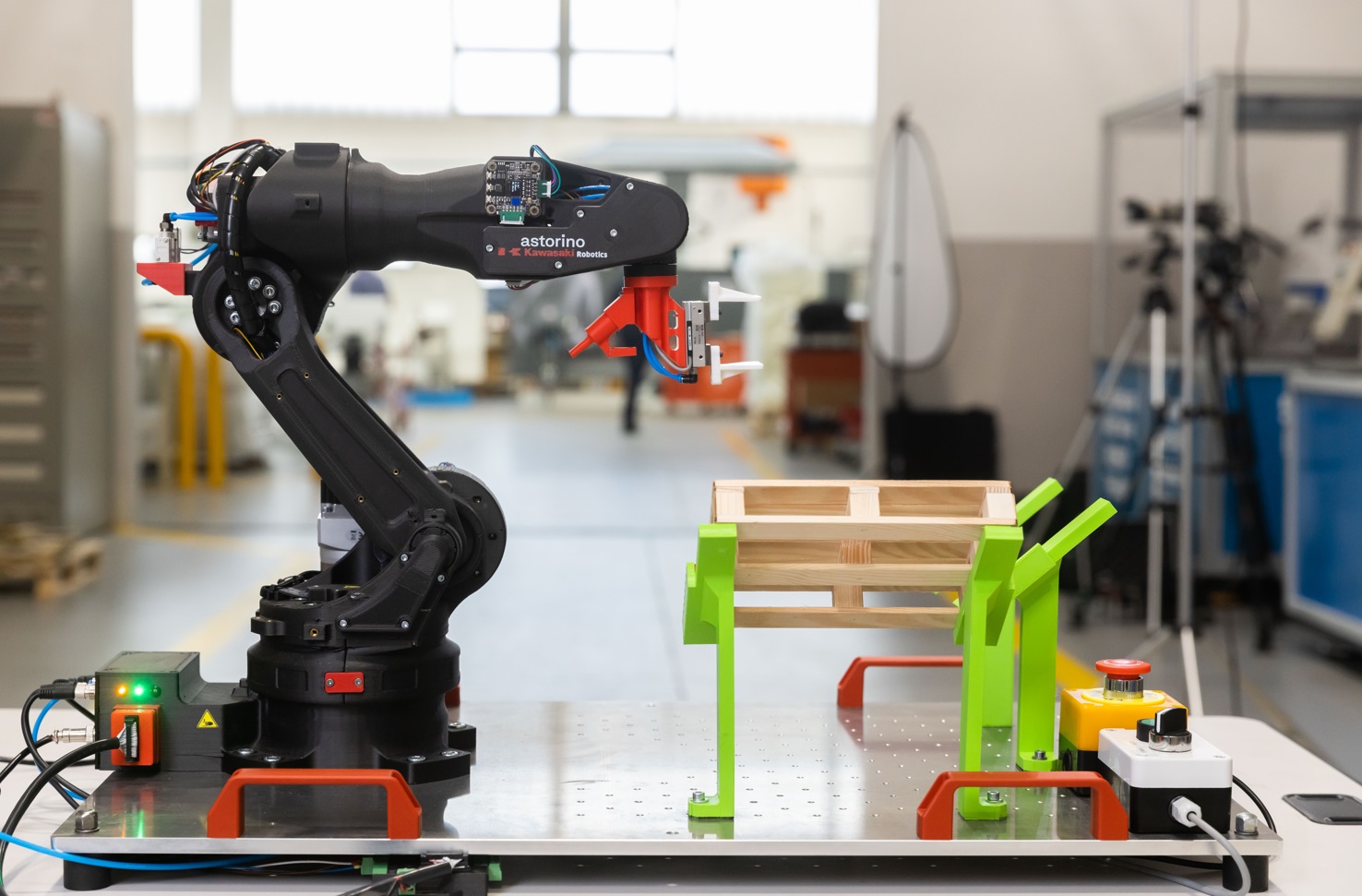
Ten 6-osiowy robot to unikatowa polska konstrukcja autorstwa Marka Niewiadomskiego, absolwenta Wydziału Inżynierii i Robotyki AGH w Krakowie. Jest bezpieczny, przyjazny i łatwy w obsłudze. Jest programowany tak, jak roboty Kawasaki Robotics i może być uzupełniany o zewnętrzny osprzęt w celu tworzenia aplikacji typu pick&place, czy symulacji procesów przemysłowych. To rozwiązanie dla szkół średnich, kształcących w zawodzie technik robotyk oraz takich kierunków uczelni technicznych jak automatyka, robotyka czy mechatronika.
Od 2021 Astorino funkcjonuje w polskich placówkach edukacyjnych i jest bardzo dobrze oceniany przez nauczycieli i uczniów. Od pewnego czasu działa także na rynkach zagranicznych. Jest już we Francji, w Niemczech, we Włoszech, w Czechach, na Słowacji, w Rumunii i na Łotwie. Od niedawna ułatwia edukację także na innych kontynentach: w Egipcie, w USA, w Japonii (to historia, którą będziemy chcieli opowiedzieć wkrótce).
Ostatnio Astorino trafił także do Brazylii, do Unimate Labs, instytucji edukacyjnej z miasta Tubarão, która na podstawie wieloletniego doświadczenia w robotyce, wprowadza w życie solidne i kreatywne pomysły szkoleniowe dla inżynierów wielu zawodów i w każdym wieku. Założycielem i właścicielem Unimate Labs jest Antonio Beluco, inżynier robotyki z zawodu i pasji. Beluco zdecydował się na zakup polskiego robota edukacyjnego Astorino ze względu na jego potencjał w realizacji wizji prowadzonej przez niego placówki.
Co ciekawe dowiedział się o istnieniu Astorino za pośrednictwem innego zagranicznego partnera firmy ASTOR, firmy Tiesse Robot z Włoch. Jej przedstawiciel, Stefano Molinari, Export Sales Area Manager, mówi:
„Znamy się od lat. Antonio został przeszkolony w Tiesse Robot we Włoszech i od wielu lat wspiera działania jako inżynier ds. robotów Kawasaki Robotics w Brazylii. Ostatnio wpadł w pomysł, żeby założyć szkołę dla inżynierów robotyków. Przez jakiś czas próbowaliśmy wielu rozwiązań. Gdy pojawił się robot Astorino, wszystko stało się o wiele łatwiejsze. Obecnie Antonio wykorzystuje go w trakcie zajęć dla szkół, uczelni i placówek oświatowych”.
Historia ta pokazuje, że dla polskich firm zaistnienie na zagranicznych rynkach nie jest już nieosiągalnym celem. Wystarczy znaleźć właściwą niszę dla swoich produktów i pielęgnować międzynarodowe kontakty. Po jakimś czasie, z jednej relacji mogą wypączkować kolejne. Z korzyścią dla wszystkich zainteresowanych.
A oto co Antonio Beluco z Unimate Labs mówi na temat swoich doświadczeń i wyzwań dla Przemysłu 4.0 w zakresie kształcenia inżynierów z wykorzystaniem robotów edukacyjnych.
Joanna Kowalkowska, ASTOR: Czy uważa pan, że edukacja w zakresie robotyki może wejść na wyższy poziom dzięki bezpiecznym robotom edukacyjnym?
AB: Obecnie zdecydowana większość szkół podstawowych korzysta z systemów budowanych z klocków Lego i podobnych zabawkowych robotów do nauki. To fantastyczne narzędzia, które umożliwiają rozpoczęcie podróży w świecie robotyki. Jednak niewiele szkół i uniwersytetów w Brazylii ma roboty przemysłowe do nauki.
Pojawienie się Astorino tworzy połączenie między światem edukacyjnej zabawy i obszarem wiedzy z dziedziny przemysłu, oferując bezpieczną technologię, z modelem ramienia robotycznego podobnego do tych, jakie używane są na liniach produkcyjnych. To znacznie ułatwia naukę i pozwala na zaprezentowanie technologii robotycznych jeszcze młodszym uczniom. Pozwala na stworzenie solidnej bazy wiedzy i przygotowanie nowych profesjonalistów w dziedzinie robotyki.
JK: W jaki sposób robot Astorino pomógł panu uruchomić laboratorium zgodnie z pomysłami i wizją?
AB: Astorino był brakującym elementem projektu Unimate Labs. Jego konfiguracja, tryb programowania i bezpieczeństwo użytkownika były kluczowymi czynnikami decydującymi o jego zastosowaniu w naszym laboratorium. W procesie decyzyjnym podkreślono również możliwość integracji Astorino z innymi urządzeniami, takimi jak Arduino oraz możliwość tworzenia innych akcesoriów poprzez druk 3D.
JK: Jaka jest Pana wizja rozwoju laboratorium? Dla kogo będzie przeznaczone?
AB: Naszym zobowiązaniem jest bycie strategicznym partnerem w edukacji, oferującym specjalistyczne szkolenia i współpracę ze szkołami w celu edukacji osób zdolnych do stawienia czoła wyzwaniom Przemysłu 4.0.
Wierzymy, że robotyka wykracza daleko poza maszyny – jest potężnym narzędziem stymulującym logiczne rozumowanie, kreatywność i pracę zespołową, przygotowującym profesjonalistów przyszłości.
Robot edukacyjny Astorino został zaprojektowany i wyprodukowany przez firmę ASTOR, polskiego dystrybutora firmy Kawasaki Robotics i partnera Kawasaki Robotics EMEA.
Menedżer produktu: robota edukacyjnego Astorino oraz redaktor, autor i korektor tekstów. Od 13 lat w marketingu branży przemysłowej. Przez 10 lat była redaktorem naczelnym Biuletynu Automatyki ASTOR. Współautor i redaktor wielu artykułów typu case study, informacji prasowych, scenariuszy do filmów typu case study, treści folderów firmowych i postów do mediów społecznościowych. Koordynator content marketingu robotyki przemysłowej i edukacyjnej w ASTOR. Wielbicielka nauki języków obcych, ze szczególnym uwzględnieniem gramatyki, ortografii i etymologii.
Temat jest dla Ciebie interesujący? Napisz wiadomość do autora i zdobądź ciekawy kontakt.
LOTOS Asfalt optymalizuje produkcję i zużycie mediów z systemem zarządzania produkcją AVEVA MES [dawniej Wonderware MES]
Pojęcie „system klasy MES” często pojawia się w rozważaniach o nowoczesnym zarządzaniu produkcją. Jako realizacja, to jednak wciąż jeszcze przyszłość – wdrożenie systemu w praktyce bywa trudno wyobrażalne dla wielu zakładów. Historia wprowadzenia MES u czołowego producenta asfaltu przekonuje, że jest to nie tylko możliwe, ale również bardzo opłacalne.
Co to znaczy: MES?
Definicja systemów klasy MES wprowadzona przez organizację MESA International brzmi: „System MES (Manufacturing Execution System) ma na celu dostarczenie informacji, która pozwala na optymalizację operacji produkcyjnych począwszy od procesu zamówienia, aż do etapu dostarczenia produktów gotowych”. Manufacturing Execution System to w polskim tłumaczeniu system do prowadzenia produkcji. Systemy MES automatycznie gromadzą informacje, które umożliwiają śledzenie bieżącego i historycznego przebiegu produkcji, wydajności maszyn i jakości produkcji. Automatyzacja gromadzenia danych daje gwarancję ich wiarygodności. Zadaniem tych platform jest także szybkie udostępnianie rzetelnych informacji o szczegółach zleceń produkcyjnych – aktualnie realizowanych i historycznych. Wszystko to służy zwiększaniu efektywności korzystania z istniejących zasobów oraz podnoszeniu zdolności produkcyjnych – przy zachowaniu wysokiej jakości produkcji.
Lider z wizją
Grupa LOTOS jest drugą co do wielkości rafinerią ropy naftowej w Polsce. W jej skład wchodzi wiele spółek, a wśród nich LOTOS Asfalt, jeden z czołowych producentów asfaltu w Europie, oraz krajowy lider w sprzedaży zaawansowanych technologicznie asfaltów modyfikowanych MODBIT i WMA. Pozycja lidera stawia określone wymagania. Największym wyzwaniem dla spółki LOTOS Asfalt jest podążanie za trendami rynkowymi oraz spełnianie bardzo ostrych norm prawnych dotyczących emisji gazów do atmosfery oraz innych wymogów ochrony środowiska. Klienci oczekują niskich cen produktów przy zachowaniu ich wysokiej jakości.
Szef dywizji, Mariusz Pacana, który odpowiada za produkcję w LOTOS Asfalt, po objęciu nowej funkcji szukał sposobów spełnienia tych wymogów i podniesienia rentowności produkcji. Niemal gołym okiem można było dostrzec, gdzie proces produkcji może być bardziej efektywny, jednak trudno było ten potencjał dokładnie oszacować i wykorzystać w praktyce. Największym obciążeniem był koszt mediów energetycznych – gazu, pary i energii elektrycznej. Pierwszym krokiem do ograniczenia tych kosztów była decyzja o rozpoczęciu procesu monitoringu mediów, która wiązała się z koniecznością zbudowania odpowiedniego systemu. Zakład dysponował co prawda szeregiem pomiarów i wskaźników opisujących przebieg produkcji, jednak dane te były rozproszone w kilku systemach informatycznych i produkcyjnych. Nie było jednej platformy, która online, w czasie rzeczywistym, skupiałaby i przetwarzała tysiące danych, które przez 24 godziny na dobę napływają z urządzeń pomiarowych, liczników, analizatorów, systemów laboratoryjnych i systemów przetwarzania danych zainstalowanych w Grupie LOTOS.
Najwyższy standard zarządzania produkcją
Zapadła decyzja, żeby rozwiązać ten problem poprzez zbudowanie jednej platformy gromadzącej wszystkie sygnały – systemu klasy MES. Wybrano takie rozwiązanie, aby zapewnić najwyższe standardy jakości zarówno w sferze zarządzania spółką, jak i w procesach produkcji. „W roku 2009 rozpoczęliśmy prace koncepcyjne, a w roku 2012 opracowaliśmy pełną koncepcję i rozpoczęliśmy wdrożenie systemu w pionie produkcji” – wspomina Dyrektor Mariusz Pacana. Zdaniem inicjatora projektu, obok typowych wyzwań technicznych, jakim jest integracja dużej ilości danych z rozproszonych systemów, największym wyzwaniem było przekonanie załogi do nowego systemu. „Udało się to osiągnąć przez początkowe zaangażowanie wybranych członków załogi. Następnie stopniowo, wraz z postępem projektu, angażowaliśmy coraz więcej pracowników” – ujawnia Mariusz Pacana.
CEL:
• zmniejszenie kosztów mediów energetycznych • spełnienie norm ochrony środowiska w zakresie emisji gazów cieplarnianych • podniesienie konkurencyjności produktów LOTOS Asfalt na rynku
WYZWANIE: • edukacja zespołu LOTOS Asfalt w zakresie korzyści z wdrażania systemów • stworzenie interdyscyplinarnego zespołu ok. 60 osób do pracy w projekcie • integracja rozproszonych danych z wielu różnych systemów produkcyjnych i informatycznych • integracja z systemem SAP
Nad przygotowaniem koncepcji, a następnie nad jej realizacją, pracował zespół składający się z pracowników pionu produkcji, finansów i logistyki. Ogólnym celem była poprawa efektywności funkcjonowania instalacji produkcyjnych LOTOS Asfalt. W pierwszym etapie stopniowo wyłonił się zarys funkcjonalności systemu: miał on gromadzić wszystkie wymagane dane opisujące zużycie mediów energetycznych, wyliczać kluczowe wskaźniki w czasie rzeczywistym, elektronicznie obsługiwać zlecenia produkcyjne, zarządzać efektywnością procesów produkcyjnych, a także automatyzować komunikację z SAP oraz systemami Laboratorium Grupy LOTOS. Na tym etapie Mariusz Pacana zwrócił się do konsultantów ASTOR z zapytaniem o możliwość realizacji tak zarysowanych potrzeb. Okazało się to możliwe na zasadzie ścisłej współpracy – w oparciu o wiedzę pracowników LOTOS Asfalt i metodyki firm wdrożeniowych oraz przy wykorzystaniu systemu AVEVA MES i AVEVA Enterprise Integrator, dostarczonych przez ASTOR.
Nowe możliwości: MES w LOTOS Asfalt
„MES jako system informatyczny daje nam przede wszystkim możliwość kontroli bieżących parametrów produkcji oraz produkcję na czas, zgodną z planem” podkreśla Mariusz Pacana.
Z punktu widzenia dyrektora odpowiedzialnego za produkcję, istotny jest natychmiastowy wgląd w kluczowe wskaźniki biznesowe – dotychczas rozproszone w systemach SAP, LIMS (Laboratorium), PHD (baza danych DCS) oraz SCADEN (system rozliczeń energii). System MES w LOTOS Asfalt zbudowano tak, by wartościowe informacje lub dane były widoczne „na pierwszy rzut oka”. „Wszystko znajduje się w jednej bazie danych, dzięki czemu można te dane agregować, wyliczać wskaźniki procesowe, biznesowe, produkcyjne oraz efektywnościowe” – dodaje Jarosław Zielonka, konsultant ASTOR.
Od strony ułatwienia zadań pracowników odpowiedzialnych za poszczególne etapy produkcji istotne jest przede wszystkim możliwość precyzyjnego planowania produkcji – tak, by optymalizować dostępność instalacji produkcyjnych względem napływających zamówień, ale także odtworzenie w systemie genealogii procesu wytwarzania – co pozwala optymalizować koszty, przy zapewnieniu najwyższej jakości produktów oraz realizacja produkcji zgodnie z recepturą – co pozwala kontrolować zużycie materiałów, w tym wyłapywać odchylenia wobec receptury. Na podstawie danych z MES technolodzy mają również możliwość optymalizacji receptur wzorcowych w SAP – co również pozwala obniżać koszty wytworzenia poszczególnych rodzajów asfaltu, przy zachowaniu ich jakości.
Realizacja tych trzech celów jest możliwa dzięki gromadzeniu danych o przebiegu produkcji z różnych źródeł w jednej bazie danych, elastycznemu raportowaniu i swobodnemu dostępowi do danych, oraz poprzez kontrolę realizacji receptury poprzez wizualizację kluczowych wskaźników na ekranie systemu MES . „Wcześniej przebieg produkcji liczyliśmy, można powiedzieć, w zaokrągleniu, do pół tony. Teraz mamy dokładne informacje” – mówi Piotr Dąbek, Mistrz Produkcyjny w LOTOS Asfalt. – „MES pokazuje nam, gdzie popełniamy błędy. W takiej sytuacji mamy mechanizmy, które sami, jako mistrzowie, uruchamiamy. Ewentualnie szukamy wsparcia i kontaktujemy się z technologiem” – dodaje. Szczególnie ciekawą funkcją systemu MES jest automatyczne rozliczanie produkcji, poprzednio wykonywane poprzez odręczne wprowadzanie danych do arkuszy Excel.
„Dziś przychodząc do pracy wiem, co jest zaplanowane. Na ekranie widzę numery zleceń, obserwuję postęp produkcji, wiem, ile mam czasu. Wcześniej musiałem wypełniać raporty w Excelu, teraz mogę ten czas przeznaczyć na przykład na rozplanowanie zmian i urlopów” opowiada Piotr Dąbek
System MES oprócz funkcji zarządzania operacjami produkcyjnymi, gromadzeniem danych oraz wyliczaniem wskaźników efektywnościowych posiada również rozbudowane środowisko projektowe. Obecnie generuje on 50 raportów podzielonych na kilka sekcji – technologiczne, efektywnościowe, produkcyjne i planistyczne. Wśród nich jest również rejestracja dobowej emisji CO2.
Zużycie mediów energetycznych – w złotówkach
„LOTOS Asfalt prowadzi działania, których celem jest podniesienie efektywności energetycznej, między innymi poprzez obniżenie zużycia mediów energetycznych. Operacje te pozwalają nam obniżyć koszty produkcji, koszty magazynowania i ekspedycji wyrobów, oraz zmniejszyć ilość odprowadzanych do atmosfery gazów cieplarnianych”
podkreśla Wiesław Acela, Kierownik Działu Technologii i Ochrony Środowiska w LOTOS Asfalt.
System MES w zakładzie ma wbudowane innowacyjne narzędzie, które pomaga oszczędzać energię w codziennych działaniach. W trakcie tworzenia systemu, gdy parametry zużycia mediów były już widoczne dla obsługi produkcji i menedżerów, pojawił się pomysł, żeby w przystępny sposób przedstawić cele oszczędności mediów ludziom odpowiedzialnym za ich zużycie na produkcji. „Oprócz typowych wskaźników pokazywanych w jednostkach zużycia mediów, pokazujemy również bieżące koszty tych mediów w złotówkach” – nie ukrywa zadowolenia Mariusz Pacana. Pomysł okazał się bowiem sukcesem i zużycie mediów energetycznych w LOTOS Asfalt spadło bardzo znacząco. „Zakładaliśmy zwrot kosztów inwestycji w ciągu 2 lat, natomiast system zwrócił się po roku użytkowania” – mówi Dyrektor. Główne źródło oszczędności, to właśnie zmniejszenie kosztów mediów. Część sukcesu w oszczędnościach wynika z prostej gospodarności pracowników obsługujących instalacje. „Czasem jest to prozaiczne wyłączenie jednego urządzenia, na przykład silnika, które napędza pompę” – wyjaśnia mistrz produkcyjny Piotr Dąbek.
System od strony technicznej
System MES w LOTOS Asfalt zbudowano w oparciu o instalacje PLC, PHD, systemy GL oraz panele operatorskie w nadrzędnym systemie AVEVA MES do zarządzania produkcją oraz AVEVA Enterprise Integrator do integracji wielu źródeł danych. Urządzenia i oprogramowanie dostarczyła firma ASTOR. Głównym wykonawcą i koordynatorem wdrożenia byli konsultanci Improvement Factory (dawniej ASTOR Systems), obecnie Centrum Kompetencyjne AVEVA MES. Partnerem wdrożeniowym była firma integratorska APIS, która zajęła się wdrożeniem, przetestowaniem i uruchomienie modułów funkcjonalnych: moduł OEE (wydajność, dostępność), moduł energetyczny (technologiczny) i moduł rozliczania produkcji. Użytkownicy systemu opracowali, zoptymalizowali i wdrożyli scenariusze obsługi – przy wsparciu Improvement Factory. „Najbardziej przy tej współpracy, cenię otwartość na nasze pomysły i konsekwencję, z jaką ten zespół później je realizuje” – mówi dyrektor Mariusz Pacana
MES przyszłości?
„Dzisiaj załoga sprawnie pracuje z systemem MES i myślę, że w dużym stopniu z niego korzysta” – zapewnia Mariusz Pacana. Kolejnymi krokami będą dalsze szkolenia załogi, doskonalenie samego systemu oraz wprowadzanie w życie pomysłów użytkowników na rozwój systemu w innych obszarach. „Takie systemy wprowadzają szereg udogodnień dla zarządzających i kiedyś będą podstawą przy zarządzaniu w produkcji”
przewiduje dyrektor produkcji w LOTOS Asfalt.
MES – krok po kroku
→ Krok 1: Planowanie
Proces rozpoczyna się w Dziale Planowania. Planista zakłada zlecenie produkcyjne w systemie SAP. Przy użyciu narzędzia AVEVA Enterprise Integrator, zlecenie trafia do systemu MES AVEVA, gdzie jest konfigurowane –zostaje określony zbiornik, w którym odbędzie się produkcja, wydajność produkcji, czasy atestacji itp. Z chwilą zatwierdzenia planu, jest on automatycznie wysyłany e-mailem do kluczowych użytkowników. Planista na bieżąco, w trybie online, może obserwować realizację planu w produkcji. Może także obserwować przyrosty na zbiornikach magazynowych. Dodatkowo, jego sesja systemowa daje wgląd całość instalacji i pokazuje, jakie zlecenie jest aktualnie uruchomione, ile czasu pozostało do zakończenia, z jakich zbiorników pobierane są surowce, z jakimi wydajnościami oraz jakie są odchylenia od zadanych receptur.
→ Krok 2: Receptura
Po zatwierdzeniu planu przez planistę, zlecenie trafia do obróbki przez technologa, który weryfikuje i optymalizuje recepturę, a następnie przekazuje wytyczne dla Działów Realizacji Produkcji. Po zatwierdzeniu zlecenie przez technologa, trafia ono do realizacji.
Zlecenie bez zatwierdzonej receptury nie może się pojawić na ekranie MES u mistrzów produkcyjnych.
→ Krok 3: Realizacja produkcji
Zlecenie zatwierdzona przez planistę i technologa trafia do realizacji i pojawia się trafia na ekran Realizacji Produkcji. W zaplanowanym czasie ustawiana jest odpowiednia trasa produkcji, a następnie zlecenie jest uruchamiane. Od tego momentu wszystkie zdarzenia produkcyjne, takie jak: konsumpcja surowców, zużycie mediów produkcyjnych, ilość produktu gotowego, są zapisywane w systemie MES. Dodatkowe zadania, jak: przepompowywanie pomiędzy zbiornikami i komponowanie asfaltów są również realizowane w tym systemie.
Mistrz produkcyjny na swoim ekranie MES widzi wszystkie zlecenia zaplanowane na trzech instalacjach produkcyjnych. Są tam informacje o typie produkcji, recepturze technologicznej i czasie realizacji. System umożliwia również podgląd parku zbiorników: widać, co znajduje się w danym zbiorniku, jaki jest rzeczywisty poziom wypełnienia produktem, jego temperatura i masa. Każda z instalacji produkcyjnych automatycznie wykrywa stany produkcyjne i rejestruje je. Zapisywane są np. dane dotyczące cyrkulacji i produkcji. Inny ekran pokazuje kluczowe wskaźniki pod kątem dostępności i wydajności instalacji produkcyjnych. Obsługa widzi aktualne poziomy wskaźników i wie, czy są one na poziomie normalnym, czy alarmowym. W systemie dostępna jest pełna historia stanów alarmowych.
→ Krok 4: Rozliczenie produkcji
Po zakończeniu zlecenie produkcyjne w sposób w pełni automatyczny jest rozliczone w systemie SAP. Rozliczenie zatwierdza mistrz produkcji lub zastępca kierownika zakładu, który jest jednocześnie administratorem danych MES.
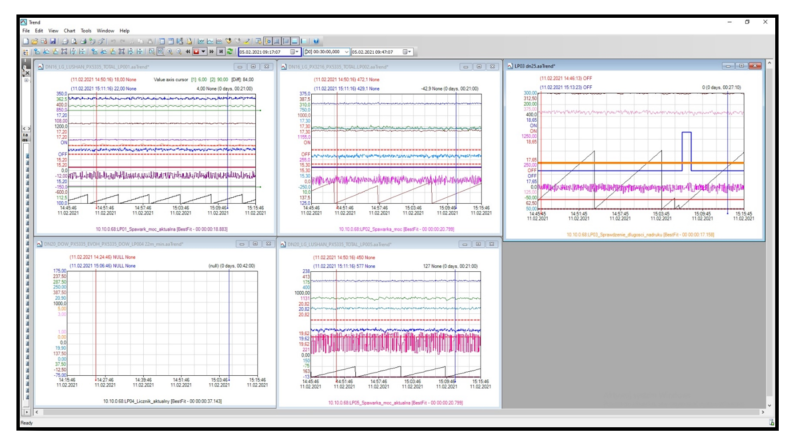
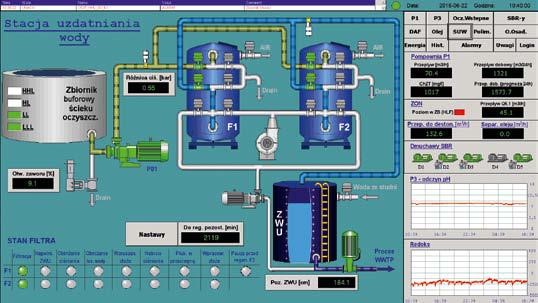
Monitoring zużycia mediów energetycznych
Zagregowane i przetworzone dane są stale widoczne na ekranie umieszczonym w sterowni LOTOS Asfalt. Dla tego zakładu szczególnie istotne jest śledzenie zużycia mediów w czasie rzeczywistym – gazu, pary i energii.
Na ekranie czerwone linie oznaczają limity narzucone przez technologa, który realizuje gospodarkę energetyczną. Przekroczenia linii oznacza, iż obsługa powinna zwrócić szczególną uwagę na dane medium. Mistrzowie produkcyjni w LOTOS Asfalt mają bardzo dużą świadomość biznesową – dlatego optymalnie zużywają media energetyczne. Aby ułatwić to zdanie również operatorom, zużycie mediów prezentowane jest także w złotówkach. Ma to zadanie mobilizujące.
Menedżer produktu: robota edukacyjnego Astorino oraz redaktor, autor i korektor tekstów. Od 13 lat w marketingu branży przemysłowej. Przez 10 lat była redaktorem naczelnym Biuletynu Automatyki ASTOR. Współautor i redaktor wielu artykułów typu case study, informacji prasowych, scenariuszy do filmów typu case study, treści folderów firmowych i postów do mediów społecznościowych. Koordynator content marketingu robotyki przemysłowej i edukacyjnej w ASTOR. Wielbicielka nauki języków obcych, ze szczególnym uwzględnieniem gramatyki, ortografii i etymologii.
Temat jest dla Ciebie interesujący? Napisz wiadomość do autora i zdobądź ciekawy kontakt.
Dynamiczny rozwój robotyzacji w przemyśle i dla przemysłu [Raport IFR 2021]
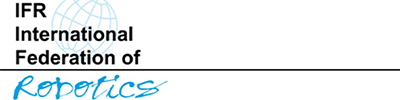
Opublikowany przez Międzynarodową Federację Robotyki [IFR] raport World Robotics 2021, wskazuje na rekordową liczbę 3 milionów robotów przemysłowych pracujących w fabrykach na całym świecie, co stanowi wzrost o 10%. Pomimo ogólnoświatowej pandemii sprzedaż nowych robotów wzrosła nieznacznie o 0,5%, a w 2020 r. na całym świecie dostarczono 384.000 nowych egzemplarzy.
Tendencja ta była zdominowana przez pozytywne zmiany na rynku chińskim, co zrekompensowało kurczenie się innych rynków. Był to trzeci najbardziej udany rok w historii dla branży robotyki, po roku 2018 i 2017.
Annual installations of industrial robots 2015-2020 and 2021*-2024* ’000 of units *forecast +6% p.a. Source: World Robotics 2021
Liczba zainstalowanych robotów przemysłowych rocznie w latach 2015-2020 oraz 2021*-2024*, w tys. sztuk. *prognoza +6% rocznie Źródło: World Robotics 2021
„Gospodarki w Ameryce Północnej, Azji i Europie nie doświadczyły spadków spowodowanych Covid-19 w tym samym czasie” – mówi Milton Guerry, prezes Międzynarodowej Federacji Robotyki (International Federation of Robotics). „Napływ nowych zamówień i produkcja w chińskim przemyśle wytwórczym zaczęły gwałtownie rosnąć w II kw. 2020 r. Gospodarka Ameryki Północnej zaczęła się ożywiać w drugiej połowie 2020 r., a Europa podążyła za nią nieco później”.
„Oczekuje się, że globalna liczba instalacji robotów mocno odbije i wzrośnie o 13% do 435.000 sztuk w 2021 roku, przekraczając tym samym rekordowy poziom osiągnięty w 2018 r.” – informuje Milton Guerry. „Oczekuje się, że liczba zainstalowanych robotów w Ameryce Północnej wzrośnie o 17% do niemal 43.000 sztuk, w Europie – o 8% do niemal 73.000 sztuk, w Azji – przekroczy próg 300.000 sztuk, a wynik z ubiegłego roku zostanie poprawiony o 15%. Oczekuje się, że w 2021 r. niemal wszystkie rynki Azji Południowo-Wschodniej będą rosły w tempie dwucyfrowym”.
Roboty przemysłowe w Azji, Europie i obu Amerykach – zarys sytuacji
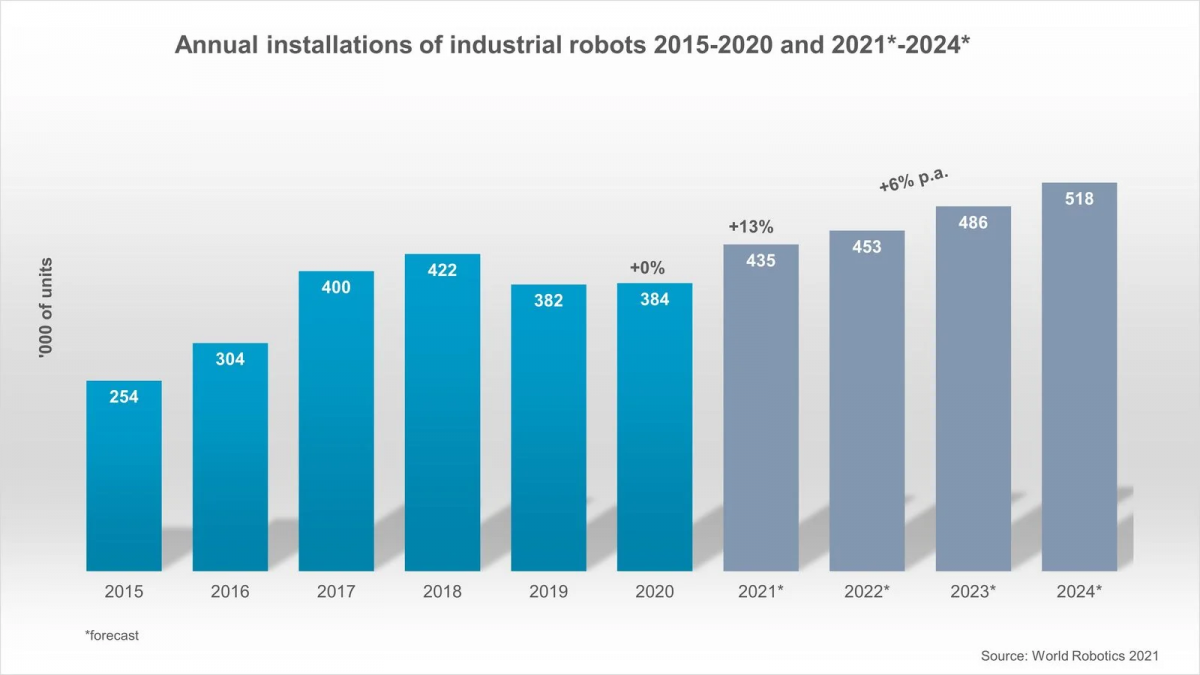
Annual installations of industrial robots 15 largest markets 2020 China, Japan, United States, Rep. Of Korea, Germany, Italy, Chinese Taipei, France, Singapore, Spain, Mexico, India, Thailand, Canada, United Kingdom
Source: World Robotics 2021
Liczba zainstalowanych robotów przemysłowych rocznie na 15 największych rynkach w 2020 r., w tys. sztuk. Chiny, Japonia, Stany Zjednoczone, Korea Płd., Niemcy, Włochy, Chińskie Tajpej, Francja, Singapur, Hiszpania, Meksyk, Indie, Tajlandia, Kanada, Wlk. Brytania
Źródło: World Robotics 2021
Japonia pozostała drugim po Chinach największym rynkiem zbytu dla robotów przemysłowych, chociaż japońska gospodarka została mocno dotknięta pandemią Covid-19: w 2020 r. sprzedaż spadła o 23%, osiągając poziom 38.653 zainstalowanych urządzeń. Był to drugi rok spadków po szczytowej wartości 55 240 sztuk w 2018 r. W przeciwieństwie do Chin, popyt ze strony przemysłu elektronicznego i motoryzacyjnego w Japonii był słaby. Japońskie zasoby operacyjne robotów osiągnęły w 2020 r. poziom 374.000 sztuk (+5%).
Perspektywy na rok 2021 są pozytywne z przewidywanym wzrostem PKB na poziomie 3,7%. Oczekuje się, że japoński rynek robotyki wzrośnie o 7% w 2021 r., a w 2022 r. wzrośnie o kolejne 5%. Niezależnie od krajowego rynku robotyki, popyt na japońską robotykę zapewnią główne kierunki eksportu. Mimo że znaczna część produkcji jest obecnie ulokowana w Chinach, 36% japońskiego eksportu robotyki i technologii automatyzacji trafiło właśnie do Chin. Kolejne 22% eksportu to Stany Zjednoczone.
Republika Korei była czwartym największym rynkiem robotów pod względem rocznej liczby instalacji, po Japonii, Chinach i Stanach Zjednoczonych. Instalacje robotów zmniejszyły się o 7% do 30.506 sztuk w 2020 r. Zasoby operacyjne robotów oszacowano na poziomie 342 983 sztuk (+6%).
Zorientowana na eksport gospodarka radziła sobie do tej pory z pandemią nadzwyczaj dobrze. W 2020 r. PKB zmniejszył się zaledwie o 1%, a w latach 2021 i 2022 oczekuje się silnego wzrostu PKB o +4% i +3%. W przemyśle elektronicznym, a w szczególności w przemyśle półprzewodników, dokonywane są znaczne inwestycje. Uruchomiony w maju 2021 r. program wsparcia inwestycji dodatkowo zwiększy inwestycje w maszyny i sprzęt. Przewiduje się, że zapotrzebowanie na roboty zarówno ze strony przemysłu elektronicznego, jak i dostawców z branży motoryzacyjnej wzrośnie znacząco o 11% w 2021 r., ze średnim wzrostem na poziomie 8% w kolejnych latach.
Robotyzacja w Europie
Liczba zainstalowanych robotów przemysłowych spadła w Europie o 8% do 67.700 sztuk w 2020 r. Był to drugi rok spadków po szczytowej liczbie 75.560 sztuk w 2018 r. Popyt ze strony przemysłu motoryzacyjnego spadł o kolejne 20%, podczas gdy popyt ze strony szeroko pojętego przemysłu wzrósł o 14%.
Niemcy, które należą do pięciu największych rynków zbytu robotów przemysłowych na świecie (Chiny, Japonia, Stany Zjednoczone, Korea, Niemcy) posiadały 33% udział w całkowitej liczbie instalacji w Europie. Kolejne miejsca zajęły Włochy z 13% i Francja z 8%.
Liczba zainstalowanych robotów przemysłowych w Niemczech utrzymała się w 2020 r. na poziomie około 22 300 sztuk. Jest to trzecia najwyższa liczba instalacji w historii, co stanowi niezwykły wynik biorąc pod uwagę pandemię, która zdominowała rok 2020. Niemiecki przemysł robotyki napędzany wzmożonym handlem zagranicznym wychodzi z kryzysu. Oczekuje się, że popyt na roboty w Niemczech będzie rósł powoli, głównie dzięki popytowi na tanie roboty w przemyśle ogólnym i sektorami pozaprodukcyjnymi.
W Wielkiej Brytanii liczba zainstalowanych robotów przemysłowych wzrosła o 8% do 2.205 sztuk. Przemysł motoryzacyjny wzrósł o 16% do 875 urządzeń, co stanowi 40% instalacji w Wielkiej Brytanii. Branża żywności i napojów prawie podwoiła liczbę swoich instalacji ze 155 sztuk w 2019 r. do 304 w 2020 r. (+96%). Branża żywności i napojów z wysokim udziałem pracowników zagranicznych, często z Europy Wschodniej, boryka się z ogromnym niedoborem siły roboczej.
W związku z nałożeniem się na siebie problemu ograniczeń w przemieszczaniu się związanych z Covid-19 i Brexitem, przewiduje się, że w latach 2021 i 2022 popyt na roboty w Wielkiej Brytanii będzie silnie rósł – w tempie dwucyfrowym. Modernizacja brytyjskiego przemysłu wytwórczego zostanie przyśpieszona za pomocą znaczących bodźców podatkowych. Nowo zainstalowane 2.205 robotów przemysłowych w Wielkiej Brytanii to około dziesięć razy mniej niż w Niemczech (22.302 sztuk robotów), około cztery razy mniej niż we Włoszech (8.525 sztuk) i mniej niż połowa we Francji (5.368 sztuk).
Robotyzacja w Ameryce Północnej
Biorąc pod uwagę obie Ameryki, największym użytkownikiem robotów przemysłowych z 79% udziałem we wszystkich instalacjach w regionie, są Stany Zjednoczone. Kolejne miejsca zajmują Meksyk (9%) i Kanada (7%).
Liczba nowych instalacji robotów przemysłowych w Stanach Zjednoczonych spadła o 8% w 2020 r. Był to drugi rok spadków po ośmiu latach wzrostu. Podczas gdy popyt na roboty w branży motoryzacyjnej znacznie spadł w 2020 r. (10.494 sztuk, -19%), liczba instalacji w branży elektrycznej/elektronicznej wzrosła o 7% do 3.710 sztuk. Zasoby operacyjne w Stanach Zjednoczonych wzrosły o 6% CAGR (skumulowany roczny wskaźnik wzrostu) od 2015 r.
Ogólne oczekiwania wobec rynku północnoamerykańskiego są bardzo pozytywne. Obecnie trwa silne ożywienie, a powrotu do poziomu sprzed kryzysu w zakresie instalacji robotów przemysłowych można spodziewać się w 2021 r. Przewidywany wzrost liczby instalacji robotów w 2021 r. wyniesie 17%. Pokryzysowe ożywienie gospodarcze spowoduje dodatkowy wzrost gospodarczy na niskim dwucyfrowym poziomie w roku 2022 i kolejnych latach.
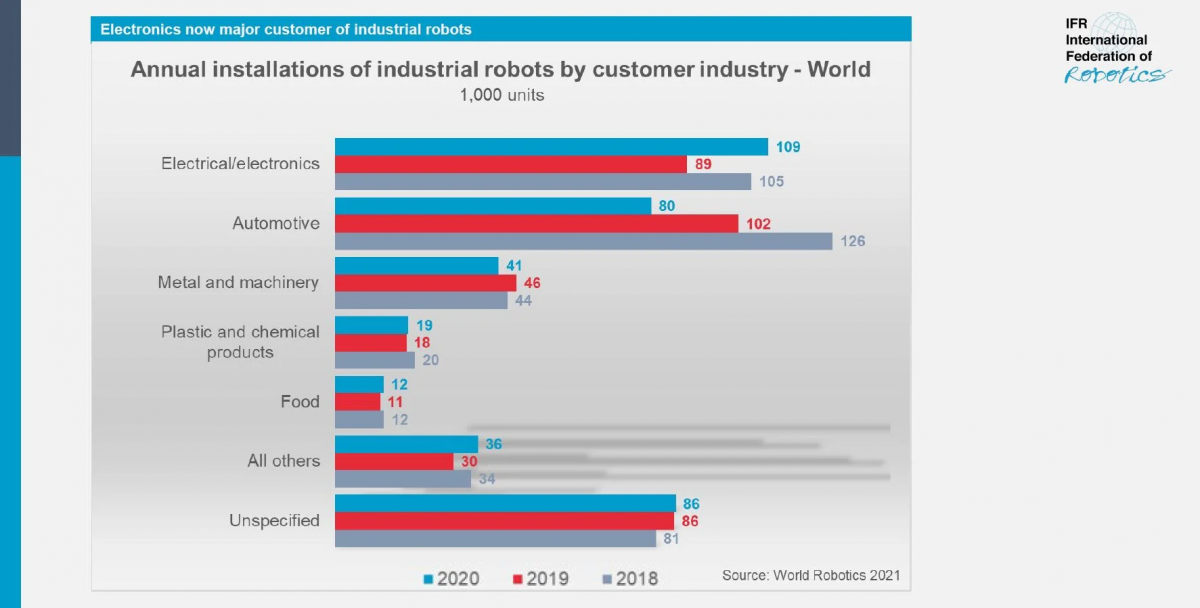
Electronics now major customer of industrial robots Annual installations of industrial robots by customer industry – World
1,000 units Electrical/electronics Automotive Metal and machinery Plastic and chemical products Food All others Unspecified Source: World Robotics 2021
Przemysł elektroniczny stał się głównym nabywcą robotów przemysłowych Liczba zainstalowanych robotów przemysłowych rocznie, w tys. sztuk, według branży klienta – Świat
1 000 sztuk Elektryczna/elektroniczna Motoryzacyjna Metalowa i maszynowa Tworzyw sztucznych i produktów chemicznych Spożywcza Wszystkie pozostałe Nie określono Źródło: World Robotics 2021
Rynek robotyzacji w Polsce w opinii ekspertów
„Zarówno w Polsce, jak i krajach Europy Środkowo-Wschodniej z roku na rok obserwujemy systematyczny wzrost ilości wdrożonych robotów przemysłowych. Dzieje się to za sprawą coraz mniejszej liczby osób chętnych do pracy fizycznej, wzrostu kosztów pracy, odpływu wykwalifikowanych pracowników do krajów Europy Zachodniej (np. spawaczy) oraz czynników demograficznych (coraz mniejsza liczba osób w wieku produkcyjnym)” – mówi Wojciech Trojniar, menedżer w dziale rozwoju sprzedaży Kawasaki Robotics w firmie ASTOR i Kawasaki Robotics CEE Hub.
W Polsce coraz częściej na robotyzację decydują się małe i średnie firmy, które jeszcze kilka lat temu w ogóle nie rozważały takiej możliwości. Obecnie stają one przed wyborem inwestycji w robotyzację i utrzymanie ciągłości produkcji lub w obliczu rezygnacji ze zleceń z powodu zbyt małej ilości pracowników.
„Najbardziej popularne zastosowania robotów przemysłowych Kawasaki Robotics i EPSON z punktu widzenia realizowanych przez nas projektów to zrobotyzowane spawanie, paletyzacja i obsługa maszyn. Obserwujemy tu bardzo dynamiczny wzrost zainteresowania robotyzacją i pracujemy nad nowymi rozwiązaniami technologicznymi z partnerskimi firmami integratorskimi” – dodaje Wojciech Trojniar.
Perspektywy rozwoju światowego rynku robotyzacji 2022+
Oczekuje się, że w 2022 r. pokryzysowe odbicie lekko osłabnie w skali globalnej. W latach 2021-2024 przewiduje się coroczny wzrost w średnim jednocyfrowym tempie. Niewielkie spadki mogą wystąpić jako efekt statystyczny, „nadrobienie” ich nastąpi w 2022 lub 2023 r. Jeśli taka anomalia będzie miała miejsce, nie zakłóci ona ogólnego trendu wzrostowego. Eksperci przewidują, że w 2024 r. zostanie osiągnięta psychologiczna granica 500.000 robotów przemysłowych instalowanych rocznie na całym świecie.
Menedżer produktu: robota edukacyjnego Astorino oraz redaktor, autor i korektor tekstów. Od 13 lat w marketingu branży przemysłowej. Przez 10 lat była redaktorem naczelnym Biuletynu Automatyki ASTOR. Współautor i redaktor wielu artykułów typu case study, informacji prasowych, scenariuszy do filmów typu case study, treści folderów firmowych i postów do mediów społecznościowych. Koordynator content marketingu robotyki przemysłowej i edukacyjnej w ASTOR. Wielbicielka nauki języków obcych, ze szczególnym uwzględnieniem gramatyki, ortografii i etymologii.
Temat jest dla Ciebie interesujący? Napisz wiadomość do autora i zdobądź ciekawy kontakt.
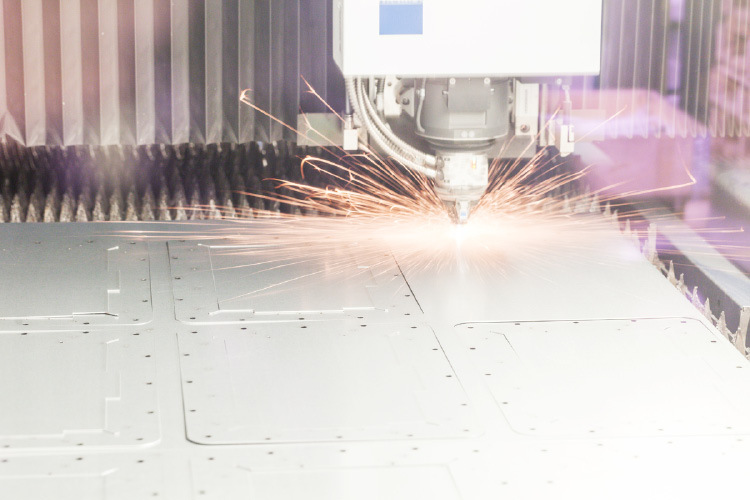
Firma Impex stale modernizuje produkcję, inwestuje w nowe maszyny i technologie oraz podnosi kwalifikacje inżynierów i operatorów maszyn i urządzeń. Nowoczesny i dobrze rozbudowany park maszynowy pozwala firmie świadczyć usługi w zakresie: cięcia laserowego blach i profili, gięcia blach, rur, drutu, spawania, zgrzewania i malowania proszkowego.
O firmie
PPHU Impex to polska firma rodzinna z wieloletnią tradycją – działa na krajowym rynku od 1991 roku, w branży metalowej. Siedziba firmy znajduje się w Ostrowcu Świętokrzyskim. Przedsiębiorstwo specjalizuje się w projektowaniu i produkcji stojaków ekspozycyjnych, regałów sklepowych i magazynowych oraz produktów metalowych dla wielu różnych branż. Prawie 90% produkcji przedsiębiorstwa stanowi eksport na rynki zachodnie m.in. do Niemiec, Danii, Holandii, Szwajcarii. Firma Impex stale modernizuje produkcję, inwestuje w nowe maszyny i technologie oraz podnosi kwalifikacje inżynierów i operatorów maszyn i urządzeń. Nowoczesny i dobrze rozbudowany park maszynowy pozwala firmie świadczyć usługi w zakresie: cięcia laserowego blach i profili, gięcia blach, rur, drutu, spawania, zgrzewania i malowania proszkowego.
Dzięki modernizacji produkcji, Impex zapewnia krótki czas dostarczenia produktu na rynek i powtarzalną jakość produktów zgodnie z wymaganiami zagranicznych kontrahentów. Firma realizuje krótkoseryjne spawanie usługowe, zatem ważna jest dla niej wysoka elastyczność rozwiązań, także z zakresu automatyzacji produkcji.
Inwestycja i korzyści
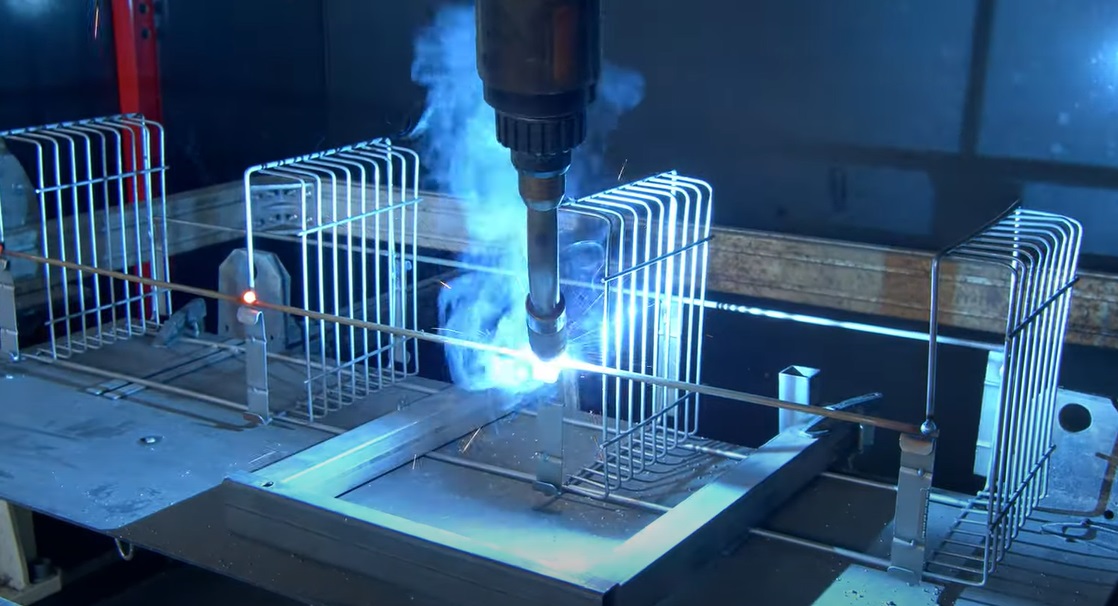
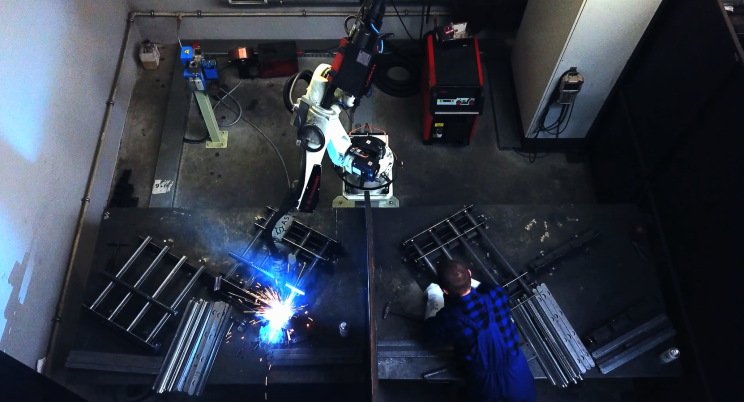
Najnowsza inwestycja firmy to zrobotyzowane stanowisko do spawania wyposażone w robota Kawasaki Robotics. Robot spawalniczy dedykowany jest do obsługi dwóch z wielu procesów produkcyjnych realizowanych w firmie Impex – do spawania elementów regałów ekspozycyjnych oraz napawania wałów dla pobliskiej huty.
„Realizujemy zagraniczne kontrakty, gdzie wymagana jest wysoka, powtarzalna jakość spawania i dostarczanie finalnych produktów na czas. Zrobotyzowane stanowisko spawalnicze zapewnia nam realizację tych kontraktów i konkurencyjność na rynku. Wybraliśmy robota Kawasaki Robotics ze względu na łatwość programowania i obsługi”
Sylwia Szutkowska, Menedżer, IMPEX.
Coraz więcej przedsiębiorstw decyduje się na zrobotyzowanie procesu spawania. Pozwala to nie tylko zwiększyć wydajność systemu, ale również gwarantuje powtarzalność, jakość oraz oszczędność. Dodatkowo można osiągnąć szybkość wdrożenia – dzięki inwestycji w gotowe stanowisko spawalnicze. Tak było w przypadku firmy Impex, której zależało na krótkim czasie realizacji projektu, a która jednocześnie borykała się z problemem znalezienia spawacza do realizacji czasochłonnego procesu napawania, który trwa dwie godziny na każdy detal i jest mocno obciążające dla zdrowia pracowników w długim okresie czasu.
Gotowa cela spawalnicza
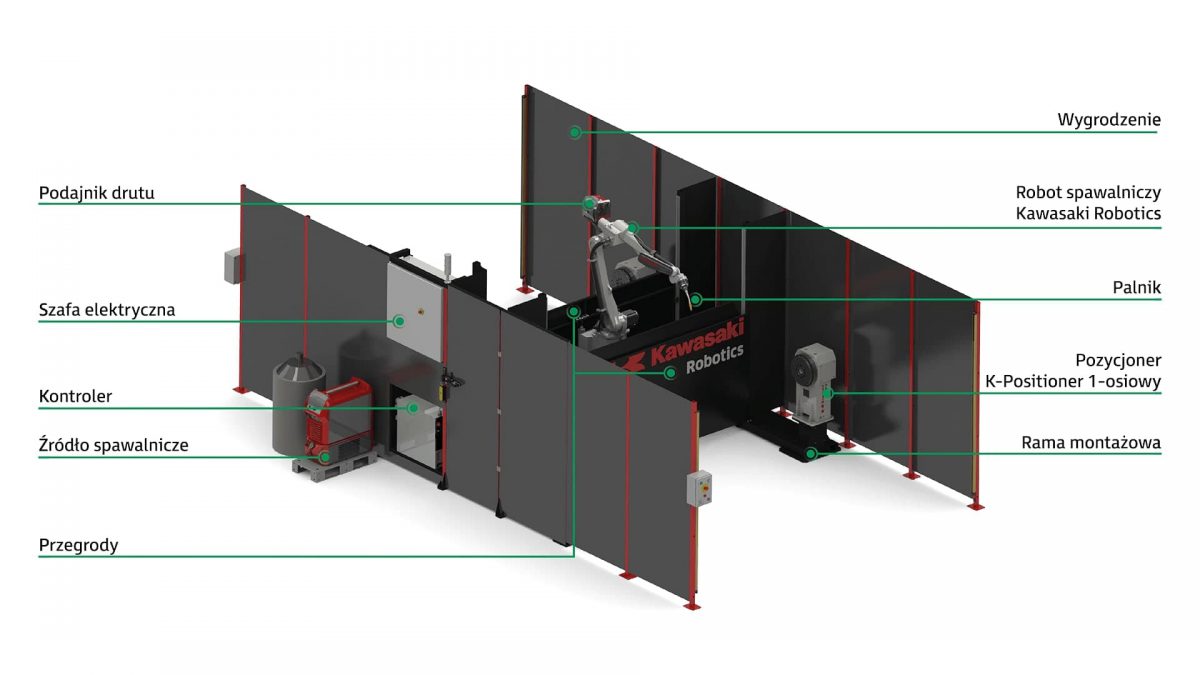
Stanowisko spawalnicze to gotowa prefabrykowana cela do zrobotyzowanego spawania. Wyposażona jest w robota spawalniczego Kawasaki Robotics, dwa pozycjonery jednoosiowe, stację czyszczącą, niezbędne wygrodzenia, system bezpieczeństwa oraz szafę sterowniczą. Stanowisko posiada dwie strefy spawania. Spawanie odbywa się z jednej strony stanowiska, a z drugiej strony operator montuje kolejne detale na przyrządzie spawalniczym. Ponadto, jedna strona stanowiska może służyć do spawania jednego detalu, a druga – zupełnie innego, w zależności od potrzeb produkcji.
„Jakie są zalety gotowych cel do zrobotyzowanego spawania? Przede wszystkim szybki czas wdrożenia. Cele tego typu mamy dostępne, zmontowane i gotowe do użycia na magazynie w ASTOR Robotics Center. Dzięki temu możemy szybko zareagować na potrzebę klienta. ASTOR jako dostawca zapewnia szkolenia z obsługi i programowania robota oraz gwarantuje szybkie uruchomienie celi u klienta”
Paweł Wróbel, Menedżer ds. rozwoju sprzedaży systemów zrobotyzowanych w ASTOR Robotics Center.
Cela Kawasaki Robotics K-ARC to kompleksowe rozwiązanie do zautomatyzowanego spawania. Ta modułowa konstrukcja stanowi alternatywę dla spawania manualnego, umożliwia w łatwy i szybki sposób połączenie ze sobą metalowych elementów. Zadaniem tego zintegrowanego stanowiska jest spawanie z wysoką precyzją oraz powtarzalnością. Cela spawalnicza to wygrodzony obszar pracy wraz z robotem i niezbędnym osprzętem, służący do precyzyjnego i wydajnego spajania części.
Dzięki nowoczesnym rozwiązaniom produkcyjnym, Impex zapewnia ciągłość łańcucha dostaw, dba o polepszenie warunków pracy spawaczy i stale podnosi konkurencyjność na rynku zagranicznym i krajowym.
Rozwiązanie zostało wdrożone przez pracowników firmy Impex we współpracy ze specjalistami z firmy ASTOR. Szkolenia z obsługi i programowania były realizowane w trakcie wdrożenia i będą kontynuowane w przyszłości. Zawód spawacza charakteryzuje się m. in. długotrwałą pracą w szkodliwych warunkach, co z czasem negatywnie wpływa na zdrowie pracowników i ich wydajność w miejscu pracy, a tym samym czas realizacji zleceń i kontraktów. Środkiem zapobiegawczym jest inwestycja w spawanie zrobotyzowane, poprawiające komfort i bezpieczeństwo pracy ludzi.
Jesteś zainteresowany zrobotyzowanym spawaniem w Twojej firmie? Odwiedź stronę i dowiedz się więcej o naszych rozwiązaniach lub porozmawiaj z ekspertem:
Paweł Wróbel Menedżer ds. rozwoju sprzedaży systemów zrobotyzowanych tel. 605 604 655 e-mail: pawel.wrobel@astor.com.pl
Menedżer produktu: robota edukacyjnego Astorino oraz redaktor, autor i korektor tekstów. Od 13 lat w marketingu branży przemysłowej. Przez 10 lat była redaktorem naczelnym Biuletynu Automatyki ASTOR. Współautor i redaktor wielu artykułów typu case study, informacji prasowych, scenariuszy do filmów typu case study, treści folderów firmowych i postów do mediów społecznościowych. Koordynator content marketingu robotyki przemysłowej i edukacyjnej w ASTOR. Wielbicielka nauki języków obcych, ze szczególnym uwzględnieniem gramatyki, ortografii i etymologii.
Temat jest dla Ciebie interesujący? Napisz wiadomość do autora i zdobądź ciekawy kontakt.
Jak monitorować i zarządzać parkiem maszynowym? Historia sukcesu Metrix Metal
Metrix Metal w Tczewie to stabilne, nowoczesne przedsiębiorstwo, o ponad dwudziestoletniej tradycji. Firma specjalizuje się w outsourcingu przemysłowym z zakresu wykonywania i obróbki elementów z blachy. Atutami firmy są wiedza i doświadczenie oraz park maszynowy. Park, który zmodernizowaliśmy przy użyciu oprogramowania AVEVA.
Czym zajmuje się Metrix Metal?
W zakresie kompleksowych usług oferowanych przez Metrix Metal znajdują się takie technologie jak wykrawanie, cięcie laserem, zaginanie, spawanie, zgrzewanie, toczenie, frezowanie oraz prace montażowe. Firma oferuje także prostowanie detali po wycięciu czy gratowanie. Klienci Metrix Metal wywodzą się z takich branż, jak:
elektroniczna
telekomunikacyjna
budowlana
wentylacyjna
motoryzacyjna
gastronomiczna
Celem nadrzędnym firmy jest ciągłe doskonalenie realizowanych usług i dostarczanych produktów w oparciu o nowoczesne technologie dla produkcji. Firma chce zapewniać coraz wyższą jakość produktu końcowego i skracać czas realizacji zamówień, aby podnieść satysfakcję Klienta.
Park maszynowy Metrix Metal to głównie maszyny CNC nowej generacji, firmy Amada oraz Trumpf. Produkcja monitorowana jest komputerowo, a po każdej operacji technologicznej przeprowadzana jest kontrola jakości zgodnie z wymaganiami norm ISO 9001:2008 oraz ISO 14001:2004.
Jak unowocześnić produkcję?
Genezą projektu unowocześniającego produkcję w Metrix Metal były wyniki audytu własnego parku maszynowego, stwierdzającego niską efektywność zarządzania danymi.
Cięcie laserem
Operatorzy przed wdrożeniem systemu otrzymywali zlecenia w postaci wydruków i musieli ręcznie wpisywać je do systemu. Podczas nadzoru procesu produkcyjnego musieli ręcznie zapisywać dużą ilość informacji w raportach papierowych, a po zakończeniu zmiany także ręcznie wprowadzali szereg danych do końcówek systemu ERP. Dodatkowo, z uwagi na wymogi klientów Metrix Metal, operatorzy muszą raportować kontrolę jakościową wybranego elementu (np. co 20 sztuka). Dotychczas także ta czynność dokonywana była ręcznie.
„Analiza danych i wyliczanie wskaźników wykonywane ręcznie, szczególnie z błędami i/lub lukami, powodują obniżenie rzetelności danych z procesu produkcji. Pracownicy obsługi stanowisk notowali obniżenie efektywności – realizowali zbyt dużo formalności nie związanych z samą produkcją. Tym samym obniżała się efektywność stanowisk, a w firmie stwierdzono brak perspektyw na podniesienie wydajności produkcji – w sytuacji niemożności pełnego zapanowania nad danymi z produkcji”
opowiada Tomasz Konkel, Dyrektor Produkcji w Metrix Metal.
Zarząd Metrix Metal podjął decyzję o modernizacji procesu gromadzenia, przepływu, analizy i raportowania danych na 12 stanowiskach parku maszynowego.
Ustalono, że wynikiem projektu ma być eliminacja papieru w obiegu informacji na produkcji, eliminacja ręcznego wprowadzania danych na rzecz metody zautomatyzowanej, automatyczne wyliczanie i raportowanie wskaźnika OEE oraz efektywna analiza stanu maszyn skutkująca eliminacją przestojów.
Realizacji projektu podjął się ASTOR, a konkretnie dział specjalizujący się w koordynacji inwestycji w systemy IT dla produkcji.
Jak pracowaliśmy nad wdrożeniem systemu w Metrix Metal?
Projekt wdrożenia systemu w firmie Metrix Metal został podzielony na etapy.
Etap I – instalacja Astraada One na stanowiskach
Pierwszy etap zakładał zainstalowanie systemu na stanowiskach w funkcjonalności pozwalającej monitorować dostępność tych stanowisk, jak i reagować od ręki na przestoje w procesie produkcyjnym. Do tego zadania w firmie Metrix Metal na dwa pierwsze stanowiska wykorzystane zostały panele Astraada One DC2007. Operatorzy mogli podczas testów zapoznać się z nowym podejściem do pracy na stanowiskach oraz dowiedzieć się, jak podejście systemowe ułatwia gromadzenie danych z produkcji.
Nadzór produkcji otrzymał możliwość reagowania na sytuacje awaryjne w momencie, w którym się wydarzyły i monitorowania realizacji produkcji zgodnej z planem.
Etap II – włączenie stanowisk do systemu nadzoru produkcji
Kolejne stanowiska zostały wyposażone również w panele Astraada One, a całość została włączona do systemu nadzoru produkcji. System oparty został o Platformę Systemową AVEVA. Została opracowana i wdrożona koncepcja przygotowana wspólnie przez firmę Metrix Metal i ASTOR. Koncepcja wypracowana została na wspólnych warsztatach, mających na celu precyzyjne ustalenie najważniejszych priorytetów dla wdrażanego rozwiązania.
Zaginanie
Etap III – integracja systemów
Po czasie adaptacji rozwiązania zarówno wśród operatorów, jak i kadry zarządzającej, pojawiła się gotowość na kolejny etap wdrożenia, czyli pełną integrację z systemem ERP i aktualnym systemem planowania produkcji Metrix Metal. Efektem wykonania tego etapu była pełna transparentność w zakresie realizacji zleceń produkcyjnych, ich postępu jak i terminowej realizacji.
„System wdrożony w firmie Metrix Metal ma za zadanie wspierać kadrę zarządzającą, jak i operatorów w zakresie podnoszenia efektywności parku maszynowego i zarządzać procesem produkcji w oparciu o fakty. Operatorzy maszyn na panelu ImView na bieżąco widzą aktualne stany maszyn, czasy cykli i czasy przezbrojeń, co jest kluczowe przy specyfice firmy usługowej. Dyrektor produkcji z kolei ma podgląd kluczowych KPI z dowolnego miejsca”
komentuje Radosław Oleszkowicz, konsultant ds. systemów IT dla produkcji w dziale MES Solutions by ASTOR.
Korzyści z wdrożenia systemów IT w parku maszynowym
Po wdrożeniu systemu na 12 stanowiskach produkcyjnych Metrix Metal otrzymał podgląd online stanów maszyn i gotowe zestawienie przestojów na wszystkich podłączonych gniazdach – w czasie rzeczywistym.
Dane pochodzą bezpośrednio z maszyn i uzupełniane są przez deklaracje operatorów. Analiza przyczyn przestojów odbywa się dużo szybciej i dokładnie wiadomo, jakie przestoje powodują największe straty w dostępności maszyn i jakie są nienormowane czasy przestojów.
„Dzięki wdrożeniu rozwiązania ImProdis opartego o rozwiązania AVEVA, uzyskaliśmy szybki i jednoznaczny dostęp do zgromadzonych danych. Aktualnie operatorzy, podchodząc do stanowiska, wybierają numer zlecenia na panelu operatora. Także z użyciem panelu raportują kody przestojów i monitorują postęp danego zlecenia. Odnotowanie kontroli jakościowej elementów odbywa się teraz jednym kliknięciem na panelu i jest to automatycznie raportowane do każdego ze zleceń produkcyjnych. Dane ze wszystkich linii są agregowane w jednym spójnym systemie”
podsumowuje Tomasz Konkel, dyrektor produkcji w Metrix Metal.
Aktualnie wskaźnik OEE wszystkich maszyn liczony jest automatycznie i co najważniejsze – jest dostępny w czasie rzeczywistym.
Metrix Metal planuje dalsze unowocześnianie parku maszynowego. Dzięki automatyzacji zarządzania danymi z produkcji, zakład dysponuje teraz najnowocześniejszymi narzędziami wspierającymi zwiększanie wydajności produkcji.
Współpraca: Radosław Oleszkowicz, kierownik projektu po stronie ASTOR, konsultant ds. systemów IT dla produkcji
Menedżer produktu: robota edukacyjnego Astorino oraz redaktor, autor i korektor tekstów. Od 13 lat w marketingu branży przemysłowej. Przez 10 lat była redaktorem naczelnym Biuletynu Automatyki ASTOR. Współautor i redaktor wielu artykułów typu case study, informacji prasowych, scenariuszy do filmów typu case study, treści folderów firmowych i postów do mediów społecznościowych. Koordynator content marketingu robotyki przemysłowej i edukacyjnej w ASTOR. Wielbicielka nauki języków obcych, ze szczególnym uwzględnieniem gramatyki, ortografii i etymologii.
Temat jest dla Ciebie interesujący? Napisz wiadomość do autora i zdobądź ciekawy kontakt.
Gromadzenie, wizualizacja i raportowanie danych z produkcji rur wielowarstwowych w przedsiębiorstwie Tweetop
„Można powiedzieć, że to AVEVA Historian napędza modernizację w firmie Tweetop. Odwołania historyczne, analiza danych, prognozowanie, powrót do wykrytych anomalii, porównania… – wszystko to powoduje, że nawet w przypadku wycofanej z produkcji partii produktów, pracownicy i kadra firmy Tweetop mają dostęp do danych, mających kluczowe znaczenie dla właściwej realizacji produkcji i kolejnych modernizacji.” – Mariusz Bednarz, Dyrektor ds. Produkcji i Rozwoju w firmie Tweetop
Tweetop – historia i oferta firmy
Tweetop Sp. z o.o. to przedsiębiorstwo z całkowicie polskim kapitałem i zarządem, z siedzibą w Szczecinie. Funkcjonujący nieprzerwanie od 2001 roku Tweetop, jest jedną z czterech firm w Polsce produkującą rury wielowarstwowe do instalacji centralnego ogrzewania i wody użytkowej.
Trzon oferty firmy stanowi system rurowy Tweetop PERT – przeznaczony do wewnętrznych instalacji wodno-grzewczych, opiera się na rurach wielowarstwowych w zakresie średnic od 14 do 75 mm. System obejmuje również komplet skonstruowanych według autorskich projektów kształtek, niezbędnych akcesoriów dedykowanych dla poszczególnych zastosowań oraz narzędzi do montażu.
Źródło: Tweetop
Produkcja rury wielowarstwowej PERT II/Al/PERT II jest realizowana w Polsce od 2007 roku w oparciu o nowoczesny park maszynowy oraz kompletnie wyposażone zaplecze laboratoryjne. W ofercie firmy Tweetop, poza kompletnym systemem rurowym, znajdują się również pompy ciepła typu powietrze – woda oraz rekuperatory.
Siłą firmy Tweetop jest fachowy zespół zorientowany na profesjonalną współpracę z Klientem i łączący znajomość rynku z kompleksową wiedzą o produkcie. Mocnym wsparciem są działy: szkoleniowy, techniczny oraz projektowy. Firma posiada własne laboratorium testowe. Potwierdzeniem i jednocześnie gwarancją osiągnięcia przyjętych celów jest wdrożenie i ciągłe doskonalenie Zintegrowanego Systemu Zarządzania Środowiskiem zgodnego z normą ISO 14001:2004.
Systemy instalacji centralnego ogrzewania i wody użytkowej Tweetop zasilają znane inwestycje w Polsce, między innymi:
Park Technologiczno-Przemysłowy w Poznaniu,
EC1 Zachód – Centrum Nauki i Techniki w Łodzi,
Zamek w Łańcucie,
Grand Hotel w Sopocie,
Hala widowiskowo-sportowa Czyżyny w Krakowie,
Zaplecze stadionu miejskiego we Wrocławiu.
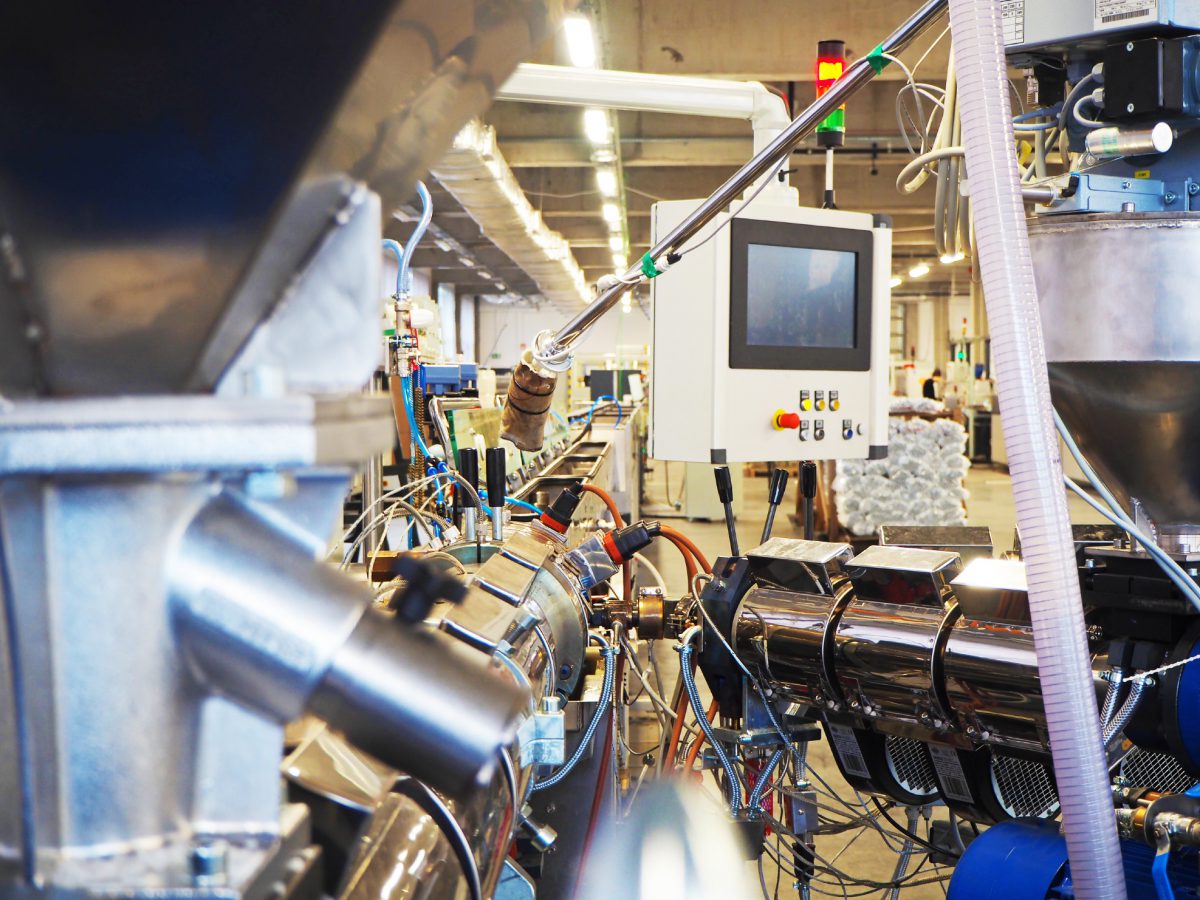
W 2020 roku, firma uruchomiła we własnej fabryce w Szczecinie produkcję pięciowarstwowych rur typu Pert II / EVOH / Pert II. Nowa w pełni zautomatyzowana linia produkuje rury w zakresie średnic od 12 do 32 mm, w zwojach do 600 metrów.
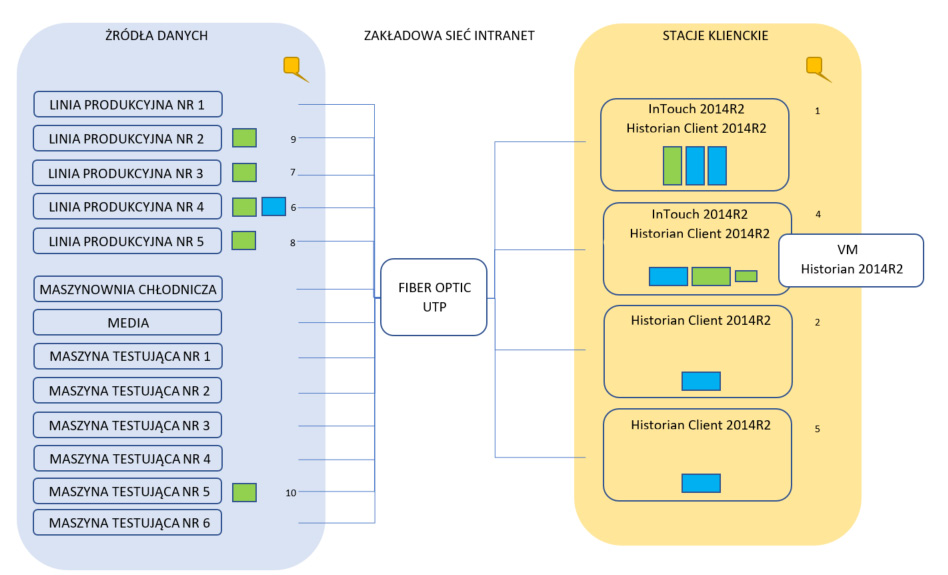
Architektura systemów SCADA i Historian w firmie Tweetop – realizacja PC Automation. Źródło: PC Automation
Digitalizacja procesu produkcji w Tweetdrop – realizacja projektu
Zautomatyzowana linia produkcyjna do rur typu Pert II / EVOH / Pert II została wyposażona w zaawansowane systemy do gromadzenia, wizualizacji i prezentacji danych procesowych światowego producenta AVEVA (dawniej Wonderware).
Projektowanie i wdrożenie tych systemów zrealizowała firma PC Automation z ponad 20-letnim doświadczeniem w branży automatyki, realizująca projekty i wdrożenia systemów sterowania, wsparcia dla utrzymania ruchu, uruchamiania nowych linii produkcyjnych oraz parków maszynowych, projektowania i wdrażania systemów wizualizacji oraz raportowania danych klasy SCADA i Historian.
PC Automation od wielu lat wspiera Dział Utrzymania Ruchu oraz rozwój automatyzacji i cyfryzacji w firmie Tweetop. W przypadku realizacji systemu sterowania oraz wizualizacji przez zewnętrzną firmę, PC Automation konsultuje i nadzoruje realizację inwestycji.
Jak mówi Piotr Cieśla, właściciel PC Automation i jednocześnie automatyk:
„W 2011 roku przeprowadziłem w firmie Tweetop pierwszy projekt wdrożenia linii produkcyjnej urządzeń testujących z systemem sterowania Siemens i wizualizacją AVEVA Edge (wówczas jeszcze pod nazwą Wonderware InTouch) i obsługą na komputerach panelowych Astraada PC. Ten sprawdzony zestaw PLC+SCADA+IPC jest obecnie standardem w firmie Tweetop”.
Oprogramowanie AVEVA w Tweetop – korzyści
Produkcja w firmie Tweetop aktualnie odbywa się w dwóch halach produkcyjnych. W starej hali produkcyjnej znajduje się jedna linia, natomiast w nowej hali aż cztery linie produkcyjne. Wszystkie linie produkcyjne wyposażone są od początku w system Wonderware InTouch. Od 2012 roku, PC Automation dodatkowo integruje w powyższych liniach produkcyjnych systemy zbierania danych Historian oraz systemy wirtualizacji zabezpieczające przed utratą danych w przypadku awarii serwerów.
Stacje klienckie Historian umożliwiły udostępnianie danych dla inżynierów produkcji, kadry zarządzającej, operatorów stanowisk, działu kontroli jakości oraz technologów produkcji. Dane udostępniane są online w czasie rzeczywistym, a tendencje parametrów i zależności między nimi są widoczne na pierwszy rzut oka.
Zastosowane rozwiązania SCADA i Historian od AVEVA (dawniej Wonderware) umożliwiły:
wizualizację, analizę i raportowanie wskaźników produkcyjnych,
wizualizację i raportowanie maszynowni chłodniczych,
wizualizację i raportowanie procesu przygotowania powietrza oraz innych mediów produkcyjnych,
raportowanie i analizę wskaźników postprodukcyjnych,
rozpatrywanie reklamacji nawet sprzed kilku lat,
wykorzystanie trendów do wnioskowania dla produkcji bieżącej.
„Linie produkcyjne mogą się różnić, mogą pochodzić od różnych dostawców, ale interfejs operatora ma być identyczny w przypadku każdej z nich. Powtarzalność i schematyczność działania ułatwia pracę operatorowi nie tylko na co dzień, ale także podczas awarii, niezależnie od tego, do jakiej linii produkcyjnej są przypisani w danym momencie. Interfejsy na InTouchu są skalowalne, łatwo modyfikowalne, intuicyjne. Działają szybko dzięki sprawnym driverom” – mówi Piotr Cieśla, który projektował wszystkie interfejsy operatorów.
Ze względu na poszerzanie profilu produkcji w szczecińskim zakładzie o złączki do rur, zarząd firmy planuje dalszy rozwój i modernizację, by sprostać wyzwaniu konkurencyjności również wobec zagranicznych dostawców.
Te działania wspiera firma PC Automation z jej specjalistyczną wiedzą w zakresie systemów zarządzania produkcją oraz firma ASTOR, dostawca oprogramowania AVEVA, komputerów przemysłowych Astraada PC i konsultant w zakresie integracji systemów produkcyjnych z systemami ERP, WMS oraz integracji systemu meldowania produkcji Streamsoft z systemem AVEVA Historian.
W ramach modernizacji, Tweetop planuje wdrożyć raportowanie rozliczeń surowców i odpadów poprodukcyjnych oraz pełne raportowanie produkcji w toku. Mocnym punktem ma być także pełne śledzenie i tym samym pełna identyfikowalność produkcji.
Cyfryzacja produkcji – to się opłaca!
Wdrożenie systemów gromadzenia, wizualizacji i raportowania danych przynosi również korzyści biznesowe. Zastosowane rozwiązania z zakresu automatyki i oprogramowania dla produkcji, zapewniły znacznie szerszy dostęp do danych i możliwość ich analizy na takim poziomie, by w razie potrzeby wprowadzać konkretne zmiany w procesie produkcyjnym, tym samym wpływając korzystnie zarówno na efektywność procesu, jak i jakość końcowego produktu.
Modernizacje w firmie Tweetop, przeprowadzane w kooperacji z firmą PC Automation, dotyczą także zaplecza produkcji – maszynownie chłodnicze, działające w oparciu o kaskadowe pompy ciepła, latem służą do chłodzenia wody technicznej, a zimą odzyskane z procesu ciepło jest używane do ogrzewania budynku. Firma PC Automation wykonała do tego celu kompletny system sterowania i wizualizacji także w oparciu o Wonderware InTouch (obecnie AVEVA Edge), ze wsparciem AVEVA Historian do analizy danych procesowych.
„Systemy wizualizacji danych z przebiegu produkcji AVEVA informują nas na bieżąco, które systemy kontroli jakości zgłaszają anomalie. Następnie weryfikujemy w systemie, czy takich zgłoszeń jest więcej, z różnych systemów. Jeśli zaistnieje taka sytuacja, jest to dla nas sygnał do eliminacji wady produktu. Kontrola jakości odbywa się zarówno online, jak i na etapie postprodukcji, co jest dla nas dodatkową zaletą”
– Natalia Margiel, Kierownik Laboratorium Kontroli Jakości w firmie Tweetop.
„Dzięki efektywnej analizie danych i działaniom optymalizacyjnym na ich podstawie, podnieśliśmy wydajność naszego parku maszynowego i polepszyliśmy jakość produktów, zmniejszając ilość odpadów. Dużo efektywniej panujemy nad przebiegiem procesów produkcyjnych, reagując dużo szybciej na awarie”
– Mariusz Bednarz, Dyrektor ds. Produkcji i Rozwoju, Tweetop
Zapraszamy na wycieczkę po zakładzie Tweetop!
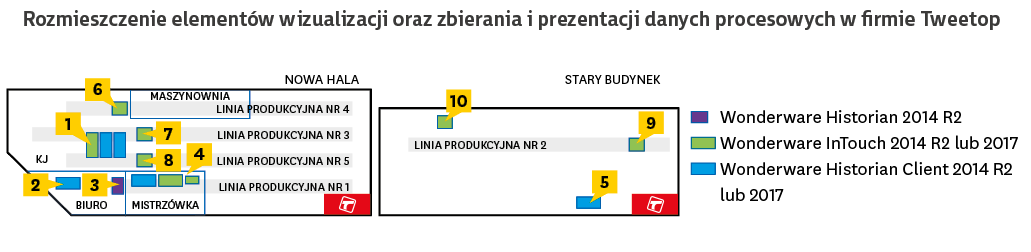
1. System trzech telewizorów 65” z wizualizacją części produkcyjnej zakładu – na pierwszym telewizorze pięć linii produkcyjnych, dalej kolejno dwa telewizory wyświetlające trendy – parametry technologiczne, kontroli jakości, mediów, geometrii produktu – Wonderware Historian Client Trend, Wonderware InTouch 2014 R2, Wonderware Historian Client 2014 R2. W jednym miejscu pracownicy produkcji prowadzący linie produkcyjne mają wgląd w pracę całego zakładu – wizualizacja oraz wykresy na jednym lub dwóch ekranach w zależności od potrzeb. Zespół doskonałych narzędzi do panowania nad procesami wytwórczymi i kontroli jakości wyrobu.
2. Telewizor 65” Wonderware Historian Client Trend w części biurowej nadzoru produkcji, gdzie wszyscy inżynierowie mają wgląd na przebiegające procesy – podzielone na poszczególne okna wykresów
3. Wonderware Historian 2014 R2 na wirtualnej maszynie. Sześć fizycznych przyłączy ethernetowych, osiemnaście źródeł danych – sterowniki PLC i komputer z Wonderware FSGateway. Zbieranie danych z pięciu linii produkcyjnych, urządzeń kontroli jakości i testowania oraz mediów (sprężone powietrze, maszynownia chłodnicza). Wszystko na wirtualnej maszynie z kopią zapasową.
4. Dwa telewizory 65” i monitor – Wonderware Historian Client Trend oraz wizualizacja Wonderware InTouch 2014 R2 w części biurowej nadzoru utrzymania ruchu. Nadzór nad zakładem w jednym miejscu, również ze zdalnym dostępem przez internet.
5. Telewizor 65” Wonderware Historian Client Trend w części produkcyjnej. Wgląd na proces przez pracowników mniejszej hali produkcyjnej.
6. Wizualizacja produkcji – linia LP04 (EVOH) – Wonderware InTouch 2017 + Wonderware Historian Client Trend 2017 + komputer panelowy 21,5” Astraada ASS6A22C811
7. Wizualizacja produkcji – linia LP03 – Wonderware InTouch 2017 + komputer panelowy 19” Astraada AS47C19
8. Wizualizacja produkcji – linia LP05 – Wonderware InTouch 2017 + komputer panelowy 21,5” Astraada AS56A19C811
9. Wizualizacja produkcji – linia LP02 – Wonderware InTouch 2014R2 + komputer panelowy 19” Astraada AS47C19
10. Wizualizacja hydrostatycznej maszyny testującej – Wonderware InTouch 2014R2
Współpraca: Piotr Cieśla, Właściciel firmy, Inżynier automatyk PC Automation
Menedżer produktu: robota edukacyjnego Astorino oraz redaktor, autor i korektor tekstów. Od 13 lat w marketingu branży przemysłowej. Przez 10 lat była redaktorem naczelnym Biuletynu Automatyki ASTOR. Współautor i redaktor wielu artykułów typu case study, informacji prasowych, scenariuszy do filmów typu case study, treści folderów firmowych i postów do mediów społecznościowych. Koordynator content marketingu robotyki przemysłowej i edukacyjnej w ASTOR. Wielbicielka nauki języków obcych, ze szczególnym uwzględnieniem gramatyki, ortografii i etymologii.
Temat jest dla Ciebie interesujący? Napisz wiadomość do autora i zdobądź ciekawy kontakt.
W poprzednich odcinkach zaprezentowaliśmy dobre praktyki w zakresie planowania inwestycji w robotyzację oraz skuteczne kierunki działania w procesie robotyzacji. W czwartym odcinku zastanowimy się co zrobić, by robotyzacja była nie tylko dobrze zaplanowana i skuteczna, ale także nowoczesna.
Od strony technicznej: Nieodłącznym elementem stanowiska zrobotyzowanego są czujniki i systemy wizyjne dedykowane dla konkretnych zastosowań przemysłowych. Ich zastosowanie pozwala na zwiększenie wydajności procesu oraz minimalizację odpadów.
Od strony systemowej: Stanowisko zrobotyzowane jest sprzęgnięte z oprogramowaniem przemysłowym, które umożliwia programowanie robota w czasie rzeczywistym oraz z systemem ERP, co pozwala na śledzenie i raportowanie produkcji.
Od strony biznesowej: Zakład produkcyjny osiąga unikalną relację szybkości produkcji typowej dla długiej serii z jej jednostkowością, co daje pożądany efekt w postaci minimalizacji czasu potrzebnego na przezbrajanie.
Od strony wizerunkowej: Kontrahenci postrzegają firmę zrobotyzowaną jako nowoczesną, rozwijającą się, stabilną kapitałowo oraz dającą gwarancję wysokiej jakości produktów.
Dodatkowo, stanowiska inteligentnej robotyzacji dają bodziec motywacyjny do rozwoju dla pracowników – praca na takim stanowisku jest postrzegana przez młodych i chętnych do rozwoju pracowników jako wyróżnienie.
Nowoczesna robotyzacja obejmuje wiele procesów, zwłaszcza tych uciążliwych dla zdrowia ludzi. Należy do nich przykładowo paletyzacja. Na rynku są już dostępne kompleksowe rozwiązania, takie jak gotowa cela paletyzująca. O tym w kolejnych odcinkach #Robotyzuj z ASTOR
Chcesz wiedzieć więcej? Wesprzyj się wiedzą i doświadczeniem zarówno ekspertów biznesowych, jak i specjalistów w zakresie robotyki i innych dziedzin wspierających tworzenie stanowisk zrobotyzowanych. Skontaktuj się z nami!
Kontakt: Wojciech Trojniar Menedżer ds. robotyzacji tel.: +48 12 306 73 42 e-mail: wojciech.trojniar@astor.com.pl ASTOR Robotics Center
Nagranie zrealizowaliśmy w showroomie Fabryki Przyszłości hub4industry, który powstał dzięki współpracy Krakowskiego Parku Technologicznego, ASTOR oraz T-mobile, zlokalizowanym w ASTOR Robotics Center w Krakowie.
Menedżer produktu: robota edukacyjnego Astorino oraz redaktor, autor i korektor tekstów. Od 13 lat w marketingu branży przemysłowej. Przez 10 lat była redaktorem naczelnym Biuletynu Automatyki ASTOR. Współautor i redaktor wielu artykułów typu case study, informacji prasowych, scenariuszy do filmów typu case study, treści folderów firmowych i postów do mediów społecznościowych. Koordynator content marketingu robotyki przemysłowej i edukacyjnej w ASTOR. Wielbicielka nauki języków obcych, ze szczególnym uwzględnieniem gramatyki, ortografii i etymologii.
Temat jest dla Ciebie interesujący? Napisz wiadomość do autora i zdobądź ciekawy kontakt.
Planujesz robotyzację. Być może masz już precyzyjny cel, taki jak np. podniesienie konkurencyjności przedsiębiorstwa czy uniezależnienie się od zmienności okresu pandemii. Udało Ci się dobrać zespoły do realizacji tego celu. Czy to wystarczy do zapewnienia sukcesu robotyzacji? O tym, w trzecim odcinku wideocyklu „Robotyzuj z ASTOR”, opowiada Andrzej Garbacki, Członek Zarządu ASTOR, dyrektor ds. robotyzacji.
W drugim odcinku cyklu #Robotyzuj z ASTOR” zaprezentowaliśmy „5 rad na start: jak planować inwestycję w robotyzację”. Poniżej trzecie spotkanie z Andrzejem Garbackim i opowieść jak działać, by zapewnić sukces swojego projektu i zwrot z inwestycji.
3 skuteczne kierunki działania w procesie robotyzacji:
NIEZALEŻNOŚĆ OD FLUKTUACJI: W dobie, kiedy jest problem z pozyskaniem i utrzymaniem pracowników fizycznych, uniezależnij się od czasowej/nagłej absencji ludzi. Gdy fale pandemii powodują recesję , przewiduj jej potencjalne skutki i zapobiegaj im.
INNOWACYJNOŚĆ I BIZNESOWA SKUTECZNOŚĆ: W dobie, gdy tania siła robocza już nie istnieje, myśl o innowacyjności, o produkcji niskokosztowej, powtarzalnej i elastycznej. Pamiętaj, że koszt produktu w konkurencyjnym środowisku powinien stale maleć, a zastosowane rozwiązania – umożliwiać efektywne zarządzanie marżą.
WYSOKA WYDAJNOŚĆ, RYTM: Twój proces produkcyjny może być coraz bardziej wydajny. Stanowisko zrobotyzowane taktuje produkcję – ustala rytm pracy, który jest optymalny z punktu widzenia przepływu materiałów na produkcji. Ma to realny wpływ na jednostkowy koszt produktu.
Chcesz wiedzieć więcej? Wesprzyj się wiedzą i doświadczeniem zarówno ekspertów biznesowych, jak i specjalistów w zakresie robotyki i innych dziedzin wspierających tworzenie stanowisk zrobotyzowanych. Skontaktuj się z nami!
Kontakt: Wojciech Trojniar Menedżer ds. robotyzacji tel.: +48 12 306 73 42 e-mail: wojciech.trojniar@astor.com.pl ASTOR Robotics Center
Nagranie zrealizowaliśmy w showroomie Fabryki Przyszłości hub4industry, który powstał dzięki współpracy Krakowskiego Parku Technologicznego, ASTOR oraz T-mobile, zlokalizowanym w ASTOR Robotics Center w Krakowie.
Menedżer produktu: robota edukacyjnego Astorino oraz redaktor, autor i korektor tekstów. Od 13 lat w marketingu branży przemysłowej. Przez 10 lat była redaktorem naczelnym Biuletynu Automatyki ASTOR. Współautor i redaktor wielu artykułów typu case study, informacji prasowych, scenariuszy do filmów typu case study, treści folderów firmowych i postów do mediów społecznościowych. Koordynator content marketingu robotyki przemysłowej i edukacyjnej w ASTOR. Wielbicielka nauki języków obcych, ze szczególnym uwzględnieniem gramatyki, ortografii i etymologii.
Temat jest dla Ciebie interesujący? Napisz wiadomość do autora i zdobądź ciekawy kontakt.
Robotyzacja procesów produkcyjnych przestała być jedynie trendem rynkowym, stała się koniecznością w niepewnych czasach pandemii. Mimo wszystko decyzja o inwestycji w robotyzację powinna mieć konkretne przesłanki, jasno określone cele i rzetelne uzasadnienie biznesowe. O tym, w drugim odcinku wideocyklu „Robotyzuj z ASTOR”, opowiada Andrzej Garbacki, Członek Zarządu ASTOR, dyrektor ds. robotyzacji.
O ile podniesienie konkurencyjności przedsiębiorstwa czy uniezależnienie się od zmienności okresu pandemii może stanowić dobrą przesłankę do uruchomienia projektu robotyzacji, precyzyjny cel i odpowiedni dobór zespołów do realizacji tego celu pozwoli zaplanować realizację tego projektu w sposób, który zagwarantuje sukces. Andrzej Garbacki, Członek Zarządu, dyrektor ds. robotyzacji w ASTOR radzi na co warto zwrócić szczególną uwagę przy planowaniu inwestycji w robotyzację:
minimalizacji strat materiałów, oszczędności kosztów wynikających z przestojów.
Co więcej, robotyzacja procesu pozwala na szybki zwrot z inwestycji zarówno w stanowisko, jak i linię produkcyjną. Określenie celu przez zarząd jest zatem kluczowe na początku procesu inwestycji. Następnie cel warto uwspólnić z zespołami, które będą projektowały i wdrażały stanowisko zrobotyzowane. Pozwoli to uniknąć 6 podstawowych błędów, wynikających z nieprzemyślanego przygotowania projektu.
5 RAD NA START: jak planować inwestycję w robotyzację?
Określ cel dla inwestycji w stanowisko zrobotyzowane.
Uwspólnij cel z interesariuszami projektu – zespołami, które mają współtworzyć gniazdo produkcyjne i zapewnić realizację celu. Policz zwrot z inwestycji.
Zaplanuj realizację projektu w czasie – stwórz harmonogram uwzględniający różne czasy dostaw i montażu komponentów stanowiska zrobotyzowanego.
Uwzględnij w harmonogramie indywidualną specyfikę stanowiska zrobotyzowanego oraz przeszkolenie zespołów zaangażowanych w projekt.
Zaplanuj cykliczny serwis i regularne przeglądy podobnie jak dla swojego samochodu
Rozszerzona analiza rentowności projektu robotyzacji powinna uwzględniać koncepcję całkowitego kosztu posiadania . Wskazuje ona łączny koszt instalowania, użytkowania, utrzymywania i pozbycia się aktywów firmy na przestrzeni danego okresu. Obejmuje zatem koszty dotyczące samej inwestycji (CapEx), koszty operacyjne (OpEx), a także zewnętrzne koszty i korzyści, które generuje inwestycja.
Chcesz wiedzieć więcej? Wesprzyj się wiedzą i doświadczeniem zarówno ekspertów biznesowych, jak i specjalistów w zakresie robotyki i innych dziedzin wspierających tworzenie stanowisk zrobotyzowanych. Skontaktuj się z nami!
Kontakt: Wojciech Trojniar Menedżer ds. robotyzacji tel.: +48 12 306 73 42 e-mail: wojciech.trojniar@astor.com.pl ASTOR Robotics Center
Nagranie zrealizowaliśmy w showroomie Fabryki Przyszłości hub4industry, który powstał dzięki współpracy Krakowskiego Parku Technologicznego, ASTOR oraz T-mobile, zlokalizowanym w ASTOR Robotics Center w Krakowie. T
Menedżer produktu: robota edukacyjnego Astorino oraz redaktor, autor i korektor tekstów. Od 13 lat w marketingu branży przemysłowej. Przez 10 lat była redaktorem naczelnym Biuletynu Automatyki ASTOR. Współautor i redaktor wielu artykułów typu case study, informacji prasowych, scenariuszy do filmów typu case study, treści folderów firmowych i postów do mediów społecznościowych. Koordynator content marketingu robotyki przemysłowej i edukacyjnej w ASTOR. Wielbicielka nauki języków obcych, ze szczególnym uwzględnieniem gramatyki, ortografii i etymologii.
Temat jest dla Ciebie interesujący? Napisz wiadomość do autora i zdobądź ciekawy kontakt.
Jak wygląda rynek inwestycji w robotyzację w Polsce? #1/4
Polskie firmy zmieniają paradygmat myślenia – przestają widzieć sens biznesowy w budowaniu konkurencyjności na taniej sile roboczej, chcą konkurować w oparciu o nowoczesną produkcję. Jeśli porównać polskie i niemieckie firmy o takim samym profilu działalności i wielkości, łatwo zgadnąć, które w większym stopniu zrobotyzowały procesy produkcyjne i przystosowały się do dynamicznych wymagań rynku. O tym, w pierwszym odcinku wideocyklu „Robotyzuj z ASTOR”, opowiada Andrzej Garbacki, Członek Zarządu ASTOR, dyrektor ds. robotyzacji.
Europa jest drugim pod względem ilości sprzedawanych robotów kontynentem – przypada na nią 17% światowej sprzedaży. W 2017 roku sprzedało się ich 66.000, co oznacza 19% wzrost w porównaniu do roku 2007.
Wśród krajów europejskich najwyższą pozycję zajmują Niemcy, które znalazły się na piątym miejscu z wynikiem 21.400 robotów. Polska znalazła się w tym zestawieniu na dwudziestej pierwszej pozycji. Pod względem gęstości robotyzacji wyprzedzają nas globalni liderzy, ale też bliscy sąsiedzi – Węgry, Słowacja i Czechy.
Andrzej Garbacki, Członek Zarządu, dyrektor ds. robotyzacji w ASTOR wskazuje, na co warto zwrócić szczególną uwagę, by pozostać konkurencyjnym na polskim rynku.
#robotyzuj_z_ASTOR
W niemieckich firmach decyzje o dynamicznej robotyzacji zapadały w odpowiednim czasie, z uwzględnieniem warunków mikrootoczenia, ale przede wszystkim konkurencji z rynków zagranicznych. Konkurując z niemieckimi dostawcami o zagraniczne kontrakty, polskie firmy często przegrywają, bo jednostkowy koszt wytworzenia produktu jest u nas zbyt wysoki.
Tymczasem inteligentna robotyzacja procesów produkcyjnych zapewnia powtarzalną jakość produktów w zależności od wymagań kontraktu oraz przyspiesza czas wprowadzenia produktu na rynek (tzw. time-to-market) – finalnie wpływa to na znaczne podniesienie konkurencyjności oferty. W przypadku brak siły roboczej, robotyzacja i inteligentna mechanizacja produkcji zapewnia jej ciągłość.
1. Ustal cel – uwspólnij go ze wszystkimi zespołami zaangażowanymi w robotyzację,
2. Stwórz harmonogram i opisz szczegółowo zakres projektu,
3. Zweryfikuj kompetencje, odpowiedzialności i zakresy działania zespołów realizujących projekt.
Nowe linie technologiczne obsługują produkty przez zaledwie kilka lat, po czym następuje reorganizacja produkcji. Cykl życia produktu jest coraz krótszy. Dzieje się tak z powodu zmian trendów rynkowych, ulepszania produktów, wymogów środowiskowych czy działań marketingowych związanych ze zmianą opakowań. Utrzymanie ciągłości produkcji w takich warunkach wymaga zwiększenia elastyczności. To jedna z korzyści, które daje robotyzacja.
Chcesz wiedzieć więcej? Wesprzyj się wiedzą i doświadczeniem zarówno ekspertów biznesowych, jak i specjalistów w zakresie robotyki i innych dziedzin wspierających tworzenie stanowisk zrobotyzowanych. Skontaktuj się z nami!
Wkrótce drugi film z cyklu „Robotyzuj z ASTOR”, w którym Andrzej Garbacki opowie o planowaniu inwestycji w robotyzację .
Kontakt: Wojciech Trojniar Menedżer ds. robotyzacji tel. +48 12 306 73 42 e-mail: wojciech.trojniar@astor.com.pl ASTOR Robotics Center
Nagranie zrealizowaliśmy w showroomie Fabryki Przyszłości hub4industry, który powstał dzięki współpracy Krakowskiego Parku Technologicznego, ASTOR oraz T-mobile, zlokalizowanym w ASTOR Robotics Center w Krakowie.
Menedżer produktu: robota edukacyjnego Astorino oraz redaktor, autor i korektor tekstów. Od 13 lat w marketingu branży przemysłowej. Przez 10 lat była redaktorem naczelnym Biuletynu Automatyki ASTOR. Współautor i redaktor wielu artykułów typu case study, informacji prasowych, scenariuszy do filmów typu case study, treści folderów firmowych i postów do mediów społecznościowych. Koordynator content marketingu robotyki przemysłowej i edukacyjnej w ASTOR. Wielbicielka nauki języków obcych, ze szczególnym uwzględnieniem gramatyki, ortografii i etymologii.
Temat jest dla Ciebie interesujący? Napisz wiadomość do autora i zdobądź ciekawy kontakt.
Robot mobilny MiR w FM Logistic: innowacje dla doskonałości operacyjnej
FM Logistic to międzynarodowy operator logistyczny działający na 3 kontynentach. Platforma logistyczna w podwarszawskim Mszczonowie, zgodnie ze strategią zrównoważonego rozwoju, postanowiła zwiększyć efektywność transportu niepotrzebnych opakowań, pozostałych w procesie copackingu produktów.
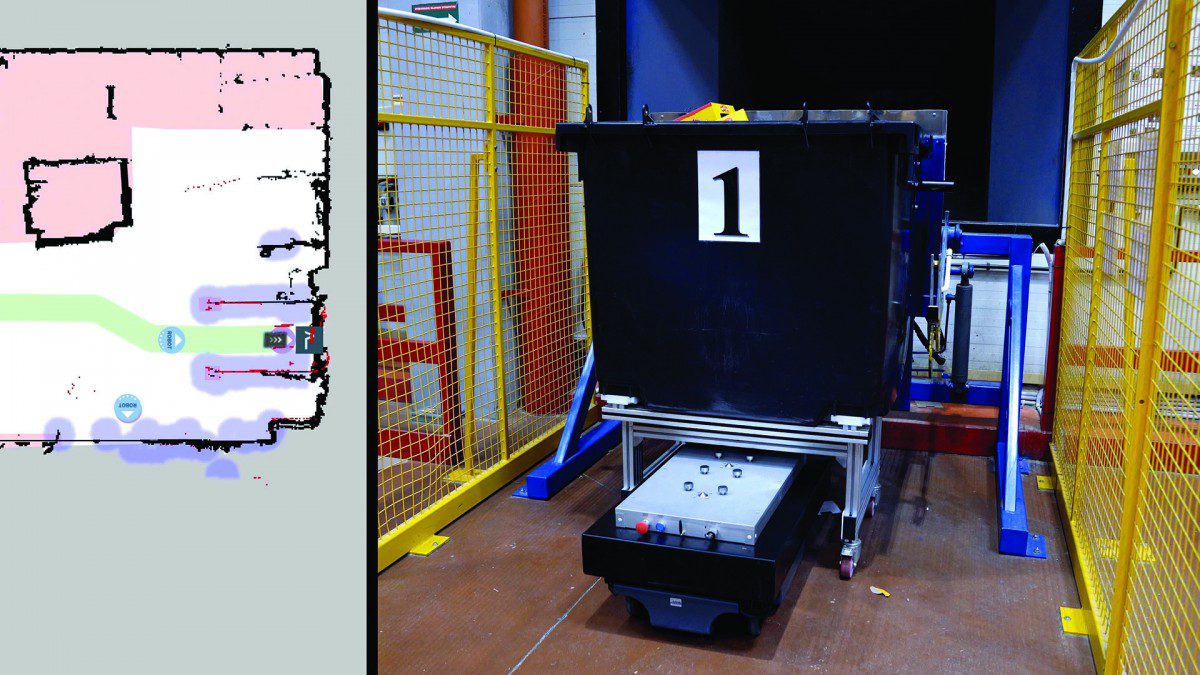
Firma wdrożyła autonomicznego robota mobilnego MiR200, który transportuje zużyte opakowania pomiędzy linią copackingową a wywrotnicą, z którą współpracuje bez udziału człowieka. Tym samym wspiera optymalizację intralogistyki, odciąża pracowników od monotonnych zadań i obniża koszty obsługi odpadów.
Robot mobilny MiR200 pracuje przez
całą dobę w systemie trójzmianowym, 5/6 dni w tygodniu. Jednorazowo pokonuje
trasę 300 (trzystu) metrów, dziennie – 18,5 kilometra.
Międzynarodowe działania
FM Logistic to międzynarodowy operator logistyczny działający na 3 kontynentach i w 5 strefach biznesowych: Europie Zachodniej, Centralnej i Wschodniej oraz w Azji i Ameryce Łacińskiej. Obecnie firma zatrudnia ponad 27 tys. pracowników, posiada ponad 4 mln m2 powierzchni magazynowej, a w transporcie zarządza flotą blisko 3,5 tys. pojazdów.
Siedziba FM Logistic w Mszczonowie
W rejonie Europy Centralnej firma dysponuje 19 platformami logistycznymi, 27 magazynami przeładunkowymi i zatrudnia ponad 5,5 tys. pracowników. W Polsce FM Logistic działa od 25 lat.
„FM Logistic to jest przede wszystkim
organizacja międzynarodowa, która ma swoim portfelu wielu ekspertów,
menadżerów. Dzisiaj naszym ogromnym waloremjest to, że możemy wykorzystywać naszych ekspertów do realizacji wielu
projektów. Zasada niewyważania otwartych drzwi jest dla nas kluczowym
argumentem, aby przekonywać naszych potencjalnych klientów do realizacji nowych
projektów, ale też rozwijać biznesy wszystkichnaszych klientów” – mówi Mariusz Jóźwik, Dyrektor Regionalny, FM
Logistic w Mszczonowie.
FM Logistic, działając jako integrator pomiędzy producentami i sieciami handlowymi, realizuje zintegrowaną wizję wszystkich procesów: od magazynowania, poprzez co-packing, co-manufacturing, po transport i dystrybucję.
Czym jest copaking?
Copacking, czyli wypakowywanie, przepakowanie, ponowne etykietowanie i wysyłka towarów, szczególnie produkowanych w krótkich seriach, pozwala producentom skupić się na sprzedaży i promocji swoich produktów.
Codziennie przez procesy copackingowe w FM Logistic przechodzi ok. 70 różnych produktów, pakowanych na nowo za pomocą 20 różnych technologii opakowaniowych, także łączonych.
Pracownicy wydziału copackingu FM Logistic podczas pracy
Rocznie, aktywność copackingu FM Logistic generuje 200 ton zużytych opakowań tekturowych – trzeba je transportować i utylizować.
„W naszej firmie wspieramy automatyzację, zwłaszcza w obszarach, gdzie pracownicy wykonują czynności ciężkie fizycznie, powtarzalne i nie mające wartości dodanej w całej operacji copackingowej. Jednak pamiętamy, co jest zgodne z naszym firmowym DNA, że to pracownik jest kluczową postacią w całej operacji. Żadna automatyzacja nie zastąpi osoby nieschematycznie myślącej” – mówi Agnieszka Widawska, Kierownik ds. Copackingu w FM Logistic w Mszczonowie.
Jedna z kilkunastu hal magazynowych FM Logistic w Mszczonowie
Dążenie do zwiększonej efektywności
Chodzenie po hali z zużytymi opakowaniami jest nieproduktywne. Wdrożony w 2019 roku autonomiczny robot mobilny MiR200, nazywany przez współpracowników Mirkiem, wyręcza w tym ludzi i pozwala im koncentrować się na zadaniach wymagających doświadczenia i ręcznej precyzji. Jako dość nietypowy kolega, buduje otwartość współpracowników na kolejne innowacyjne rozwiązania i pozytywne zmiany.
Robot MiR200 przewożący zużyte opakowania
„Wdrożenie robota MiR 200 w Polsce było wdrożeniem pilotażowymw grupie FM Logistic. Wdrożenie to miało na celu zweryfikowanie możliwości technicznych zastosowania tego typu robota w procesach intralogistyki, jak również w procesach wspierających procesy co-produkcyjne, takich jak co-packing” – mówi Arkadiusz Buczek, Dyrektor Wydziału Copackingu w FM Logistic w Mszczonowie. „Zdecydowanym plusem tego rozwiązania jest łatwość jego wdrożenia.Samo programowanie nie jest skomplikowane, aplikacja jest intuicyjna” – dodaje Arkadiusz Buczek.
Robot mobilny MiR200 pracuje przez całą dobę w systemie trójzmianowym, 5/6 dni w tygodniu. Jednorazowo pokonuje trasę 300 (trzystu) metrów, dziennie – 18,5 kilometra. Czas wykonywania jednej misji to około 10,5 minuty.
Programowanie nie jest skomplikowane
Zaprogramowanie robota do zadania wywożenia zużytych opakowań było proste. Zajęli się tym pracownicy pod kierunkiem programisty. Wsparcie integratora ABZ Automatyka pozwoliło aplikacji realizować dodatkowy, zaawansowany cel – robot zaczął współpracować z wywrotnicą. Teraz żaden pracownik nie musi podnosić kontenera i pozbywać się opakowań samemu. To zadanie realizuje robot, dedykowany system sterowania i wywrotnica.
Jeden robot mobilny na tak dużą powierzchnię platformy logistycznej to pozornie mała automatyzacja, ale w rzeczywistości krok w kierunku większej optymalizacji intralogistyki – bez zmiany istniejącej infrastruktury, na hali, gdzie każdy metr kwadratowy jest na wagę złota.
„Niebywałym autem tego rozwiązania jest to, że nie ingerujemy w infrastrukturę budynku. Kolejnym niepodważalnym atutem jest to, że jest to rozwiązanie mobilne, możemy je transferować do innych lokacji, jest bezpieczne i łatwe w obsłudze. W naszym przypadku technologia odpowiedziała na oczekiwania produkcji” – dodaje Arkadiusz Buczek.
„Co
wyróżnia robota mobilnego MiR? Ma różne funkcjonalne opcje, dedykowane do
zastosowań logistycznych. Po wyjęciu z pudełka i zaprogramowaniu, jest gotowy
do pracy. Wie skąd i dokąd jechać, omija bezpiecznie ludzi i przeszkody, działa
na baterie, ładuje się sam w stacji dokującej” – mówi Łukasz Mąka, menedżer
ds. robotów MiR w firmie ASTOR.
Mapa podglądu trasy robota MiR i robot podczas tej trasy
To dopiero początek usprawnień
Firma FM Logistic jest uznawana za pioniera innowacyjnych rozwiązań z zakresu logistyki. Optymalizacja procesów copackingowych, dzięki eliminacji zbędnych czynności, jest kolejnym krokiem w podnoszeniu jakości usług.
Polskie wdrożenie robota mobilnego na platformie logistycznej w Mszczonowie jest projektem pilotażowym, który już jest gotowy na transfer wiedzy i technologii – zyskał uznanie w innych europejskich jednostkach FM Logistic.
Menedżer produktu: robota edukacyjnego Astorino oraz redaktor, autor i korektor tekstów. Od 13 lat w marketingu branży przemysłowej. Przez 10 lat była redaktorem naczelnym Biuletynu Automatyki ASTOR. Współautor i redaktor wielu artykułów typu case study, informacji prasowych, scenariuszy do filmów typu case study, treści folderów firmowych i postów do mediów społecznościowych. Koordynator content marketingu robotyki przemysłowej i edukacyjnej w ASTOR. Wielbicielka nauki języków obcych, ze szczególnym uwzględnieniem gramatyki, ortografii i etymologii.
Temat jest dla Ciebie interesujący? Napisz wiadomość do autora i zdobądź ciekawy kontakt.
POLITECH: innowacyjna droga do Przemysłu 4.0 w branży opakowań kosmetycznych
Jak inwestycja w nowoczesny system zrobotyzowany podniosła wydajność produkcji i bezpieczeństwo pracy operatorów?
Cele:
podniesienie wydajności produkcji w zakładzie w Bydgoszczy
zwiększenie konkurencyjności firmy
sprostanie wyzwaniom współpracy z zagranicznymi kontrahentami
Produkty/Rozwiązania/Usługi:
dwa roboty Kawasaki CX100L
system sterowania Astraada One
4 układy kartezjańskie wyposażone w serwonapędy Astraada
dedykowana aplikacja mobilna do obsługi stanowiska
Wyzwania:
zwiększenie wydajności stanowiska do obsługi procesu metalizacji zdobień
stworzenie intuicyjnych narzędzi do parametryzacji pracy stanowiska, także w wersji mobilnej
Korzyści:
zachowanie dynamiki i płynności produkcji
zwiększenie wydajności stanowiska zrobotyzowanego
podniesienie prestiżu przedsiębiorstwa
zwiększenie bezpieczeństwa pracy operatorów
O firmie
POLITECH to europejski lider rynku opakowań do kosmetyków z tworzyw sztucznych, rodzinne przedsiębiorstwo ze 100% udziałem polskiego kapitału. Historia firmy sięga 1998 roku, kiedy to Jan Nawrocki, z wykształcenia inżynier technologii budowy maszyn, założył działalność w Osielsku, w regionie kujawsko-pomorskim. POLITECH produkuje opakowania do kosmetyków na rynek polski i światowy, odważnie wprowadzając innowacje technologiczne i dbając o zrównoważony rozwój.
Branża kosmetyczna to specjalistyczny rynek z wysoką konkurencyjnością. Aby móc sprostać coraz to nowym wyzwaniom i nie pozostać w tyle za konkurencją, nieustannie poszukujemy nowych rozwiązań z zakresu technologii produkcji. Cel jest oczywisty: zaoferować klientom jak najwyższy poziom usług, a użytkownikom – jak największą satysfakcję z produktu.
– mówi Jan Nawrocki, założyciel firmy POLITECH.
Główna siedziba POLITECH w Osielsku
Specyfika rynku
Kobiety kupują zmysłami. Ich wyczulony na design i estetykę wzrok, wrażliwy dotyk i węch ma szczególne znaczenie przy wyborze perfum i kremów.
Warunkiem sukcesu na rynku urody jest nie tylko dobry, innowacyjny produkt. Nie mniej ważny jest skuteczny marketing, między innymi za pomocą pięknego opakowania. W procesie produkcji kluczowy jest dobór tworzywa sztucznego, zapewniającego odpowiednie właściwości produktu końcowego.
Przez pierwsze lata istnienia firmy specjalizowaliśmy się w produkcji przedmiotów codziennego użytku z polipropylenu, takich jak artykuły biurowe czy wyposażenie kuchni. W 1999 roku, poważnie zainteresowaliśmy się produkcją z Surlynu. Firma POLITECH jako pierwsza w Polsce zastosowała go w produkcji opakowań do perfum. Gwarantuje on wysoką przejrzystość, porównywalną do szkła i świetnie sprawdza się jako materiał do produkcji nasadek.
– opowiada Jan Nawrocki
Po 20 latach rozwoju, POLITECH dysponuje bardzo szeroką ofertą produktową, oferując wysoką jakość wykonania i kompleksowe wytwarzanie całych opakowań kosmetycznych od pomysłu do produktu. Produkty standardowe to nasadki perfumeryjne, pierścienie do opakowań perfumeryjnych i kompletne słoiki. Oferta produktów indywidualnych obejmuje stworzenie dowolnego produktu od pomysłu do gotowego wyrobu wraz z projektowaniem, wytworzeniem form wtryskowych, produkcją detali, usługami zdobienia i montażem.
Firma produkuje ponad 67 mln zamknięć rocznie i około 40 mln nasadek metalizowanych. Minimalne zamówienia na metalizację i lakierowanie wahają się w granicach od 20 do 40 tysięcy detali. Warto wiedzieć, że zamówienia jednego produktu w liczbie miliona – półtora miliona sztuk są coraz częstsze, dlatego POLITECH stawia na transformację cyfrową i robotyzację.
POLITECH nieustannie rozwija się – w oparciu o unikatowe projekty opakowań, innowacje technologiczne w procesach wtryskiwania, lakierowania i metalizacji oraz zwiększanie wydajności produkcji.
Praca w narzędziowni
Na drodze do Przemysłu 4.0, POLITECH zrealizował automatyzację i robotyzację wielu procesów produkcyjnych, wdrożenie systemu zarządzania produkcją i logistyką oraz stworzenie Centrum Badawczo-Rozwojowego i Akademii Projektowej.
Już w 2006 roku firma wdrożyła system informatyczny, który pozwala na monitorowanie i rejestrowanie etapów procesu produkcji w czasie rzeczywistym. W kolejnym etapie wprowadzono system rozliczenia produkcji i czasu pracy. Zmodernizowano procesy logistyczne w zakresie gospodarki magazynowej, zabezpieczenia produkcji w materiały i półfabrykaty oraz logistyki dostaw.
Wszystkie produkty wytwarzane są zgodnie z systemem zarządzania jakością ISO 9001:2015, którego wdrożenie nastąpiło w 2017 roku.
Nieustanny rozwój i dbałość o najwyższą jakość zapewnia firmie współpracę ze światowej sławy markami kosmetycznymi i perfumeryjnymi, takimi jak Coty, L’Oréal, La Rive czy MPS.
POLITECH realizuje produkcję na eksport od 2003 roku, początkowo współpracując z koncernami kosmetycznymi z rynków wschodnich, następnie ze Zjednoczonych Emiratów Arabskich, Nowej Zelandii, Meksyku i USA. Obecnie koncentruje się na rynku Europy Środkowo-Wschodniej oraz Unii Europejskiej. Obecnie 60 procent produktów jest sprzedawanych za granicę.
W produkcji POLITECH stosuje takie tworzywa sztuczne jak Surlyn, PP, PS, ABS, PCTG. Zdobienia wykonywane są z wykorzystaniem technologii hot-stampingu, metalizacji próżniowej i lakierowania UV, dzięki czemu nawet standardowy produkt może uzyskać swój indywidualny charakter. Firma posiada własny dział projektowy, zatrudnia wyspecjalizowanych projektantów wzornictwa przemysłowego.
Co to jest Surlyn?
Surlyn to handlowa nazwa jonomeru etylenu, który wytwarzany jest przez koncern chemiczny DOW. Jest to tworzywo sztuczne, które coraz częściej wykorzystywane jest w różnych branżach ze względu na swoje liczne zalety. Surlyn charakteryzuje się bowiem dużą transparentnością, doskonale załamuje promienie świetlne tworząc niemal kryształowy efekt oraz posiada możliwość barwienia w masie. W odróżnieniu od szkła, które często zastępuje, jest to tworzywo ciepłe, nietłukące, niepodatne na odpryski oraz odporne chemicznie i podatne na różnego rodzaju zdobienia. Ponadto produkty surlynowe można wytwarzać w małych seriach produkcyjnych.
Na rynku producentów opakowań kosmetycznych wyróżnia ją własna narzędziownia, dzięki której istnieje możliwość wytwarzania form wtryskowych, co umożliwia szybkie wykonanie nowych, także autorskich projektów i płynne uruchomienie nowej produkcji. Park maszynowy to 23 wtryskarki (hydrauliczne i elektryczne, o sile zwarcia od 50 do 350 ton), 14 robotów przemysłowych, 4 metalizery, 1 maszyna do hot-stampingu i 3 linie lakiernicze UV.
Własna branżowa narzędziownia to wiele zalet, którymi nie mogą pochwalić się narzędziownie zewnętrzne. Nasza kadra to skarbnica ogromnej wiedzy na temat tworzenia form i narzędzi potrzebnych w produkcji opakowań kosmetycznych. Lata doświadczeń naszych pracowników chronią nas przed stratami czasu i pozwalają unikać niepotrzebnych błędów. Rozumienie rynku kosmetycznego, wymagań koncernów, ale też wymagań użytkowników sprawiają, że własna narzędziownia gwarantuje największe korzyści dla naszych Klientów
– opowiada Jan Nawrocki, właściciel firmy POLITECH, z wykształcenia inżynier technologii budowy maszyn i pomysłodawca uruchomienia firmowej narzędziowni.
Wyzwania
W drugim wydziale produkcyjnym, zlokalizowanym w Bydgoskim Parku Przemysłowo-Technologicznym, zarząd POLITECH zdecydował się na inwestycję w nowoczesny system zrobotyzowany do procesu metalizacji zdobień od japońskiej marki Kawasaki Robotics, która ma ponad 50-letnią tradycję w robotyzacji przedsiębiorstw produkcyjnych na całym świecie.
Stanowisko Kawasaki Robotics do obsługi procesu metalizacji zdobień, zrealizowane przez firmę SIMPLAR
Metalizacja to zdobienie opakowań kosmetycznych z tworzyw sztucznych przez pokrywanie ich powłokami dekoracyjnymi. Umożliwia to osiągnięcie bogatej gamy kolorystycznej detalu, m.in. złota i srebra, jak również uzyskanie efektu matu lub połysku.
Genezą robotyzacji było wyzwanie sprostania wielomilionowym zamówieniom od zagranicznych kontrahentów, przy założeniu zamiany monotonnych czynności wykonywanych przez ludzi na zautomatyzowane czynności wykonywane przez roboty, z dużo większą wydajnością.
Transformacja cyfrowa i robotyzacja są wpisane w strategię rozwoju firmy Politech. Nowoczesne rozwiązania technologiczne w Wydziale Zdobień pozwalają nam zdobywać zagraniczne kontrakty i optymalizować koszty operacyjne
– mówi Rafał Strzyż, Dyrektor Techniczny w firmie POLITECH.
Obydwa wydziały produkcyjne – w Osielsku i w Bydgoszczy działają równolegle, zapewniając zrównoważony rozwój firmy POLITECH i podnoszenie kompetencji pracowników.
Automatyzacja i robotyzacja metalizacji nasadek i pokrywek do opakowań kosmetyków to bardzo wymagające procesy. Zastosowanie nowoczesnych robotów Kawasaki w bydgoskim zakładzie pozwala realizować o 20% większą wydajność
– mówi Piotr Erlich, Kierownik Pracowni Nowych Technologii w firmie POLITECH.
Zrobotyzowany proces metalizacji zdobień opiera się o linię produkcyjną stworzoną przez pracowników firmy POLITECH oraz nowoczesne roboty przemysłowe wraz z systemem sterowania, dostarczone przez firmę ASTOR.
Zaawansowane rozwiązania technologiczne od Kawasaki Robotics zapewniają firmie Politech wzrost wydajności, najwyższą jakość produktu końcowego oraz produkcję na czas, zgodną z planem
– mówi Przemysław Drzymała, menedżer ds. kluczowych klientów w oddziale ASTOR Gdańsk.
Realizacja
Proces metalizacji plastikowych nakrętek składa się z wielu faz. Nie wszystkie można zrealizować na linii produkcyjnej. Na pewnym etapie konieczne jest przeniesienie elementów do metalizerów, ponieważ pokrywanie plastiku cienką warstwą aluminium wymaga próżni oraz określonego reżimu temperatur.
Wędrówka detali pomiędzy linią a metalizerami odbywa się dwoma „środkami lokomocji”. Najpierw elementy pobierane są z linii za pomocą 4 układów kartezjańskich i nakładane na specjalne walce, tzw. satelity. Następnie robot chwyta satelitę i umieszcza go w metalizerze. Po skończonym nanoszeniu powłoki, proces przebiega w drugą stronę. Dla zachowania ciągłości pracy i poziomu wydajności, konieczne było zastosowanie, oprócz układów kartezjańskich, 2 robotów przemysłowych oraz 2 metalizerów – każdy z dwojgiem drzwi, dzięki czemu podczas metalizowania jednej partii, można zdejmować gotowe detale.
Pozornie proste przekładanie detali staje się skomplikowane, jeżeli weźmie się pod uwagę, że linia nie może się zatrzymać i trzeba uzyskać założoną wydajność. Zespół inżynierów firmy POLITECH wraz ze specjalistami ASTOR przeprowadził szereg symulacji w środowisku programistycznym K-Roset, co pozwoliło na dobór odpowiednich robotów Kawasaki oraz określenie wymaganej wydajności pozostałych urządzeń. Po tym etapie została zaangażowana firma integratorska SIMPLAR z Gdyni.
Wdrożone rozwiązanie opiera się o nowoczesny system zrobotyzowany od Kawasaki Robotics – dwa roboty Kawasaki CX110L oraz cztery układy kartezjańskie. Zadanie polega na precyzyjnym pozycjonowaniu tzw. satelit przenoszonych za pomocą chwytaków oraz jednoznacznym potwierdzeniu wykonania kolejnego ruchu. Wszelkie awarie muszą być szybko lokalizowane w celu ich natychmiastowego usunięcia. Dlatego położyliśmy duży nacisk na możliwie maksymalną parametryzację, aby użytkownik mógł samodzielnie dostrajać układ oraz starannie opisaliśmy wszelkie sytuacje awaryjne i zaimplementowaliśmy komunikaty w interfejsie użytkownika
– opowiada Mikołaj Feliński, właściciel SIMPLAR, kierownik zespołu wdrożeniowego.
Pracownicy firmy SIMPLAR zaprojektowali i wdrożyli interfejs na tablet umożliwiający precyzyjne ustawienie chwytaków kartezjanów.
Mamy świadomość, że absolutna większość społeczeństwa nieprzerwanie używa aplikacji. W telefonie, na komputerze, tablecie, w zegarkach… Operator podchodząc do panelu operatorskiego maszyny nie może mieć poczucia powrotu do poprzedniej epoki zarówno pod względem wyglądu, czy prędkości działania, jak i intuicyjności interfejsu. Dlatego kolorystyka, rozmieszczenie przycisków, komunikatów diagnostycznych i synoptyki są przedmiotem długich uzgodnień w zespole projektowym oraz z użytkownikiem
– dodaje Mikołaj Feliński.
Intuicyjność i prostotę obsługi stanowiska udało się uzyskać także dzięki wizardom prowadzącym przez proces kalibracji (np. położenia drzwi metalizerów) i uruchomienia produkcji, zabezpieczeniom przed niedozwolonymi ruchami oraz zbyt długimi ruchami robotów (np. poszukiwanie pozycji) oraz automatycznej aktualizacji powiązanych współrzędnych (np. przy podnoszeniu i opuszczaniu chwytaków).
Integrator zrealizował projekt układów kartezjańskich o zadanej wydajności. Zastosowano rozwiązanie mechaniczne od APEX Dyna z napędami Astraada.
Stanowisko działa w oparciu o system sterowania Astraada One, który odpowiada za komunikację w protokole EtherCat z 12 napędami oraz interfejsem IO, komunikację w protokole Ethernet IP z 2 robotami, komunikację w protokole Modbus RTU z 4 falownikami i licznikiem energii, wyświetlanie obrazu na panelu operatorskim oraz udostępnianie wizualizacji poprzez wbudowany web server.
Robotyzacja jest na stałe wpisana w rozwój firmy POLITECH
Finalnym zadaniem integratora było zautomatyzowanie otwierania drzwi metalizerów oraz obracania bębnów w pozycji otwartych drzwi. Stanowisko działa i realizuje założony cel wydajnościowy. Dodatkowo stanowisko posiada licznik energii, dzięki któremu użytkownik otrzymuje statystyki zużycia prądu.
Proces uruchomienia był charakterystyczny dla prototypów. Na szczęście znakomita współpraca obu zespołów – z naszej firmy oraz firmy SIMPLAR umożliwiła pomyślne uruchomienie i uzyskanie pełnej stabilności pracy
– komentuje Piotr Erlich, Kierownik Pracowni Nowych Technologii w firmie POLITECH.
W zakładzie w Osielsku w procesie manualnym bierze udział 12 operatorów, którzy są w stanie wytworzyć 67 tysięcy gotowych lakierowanych elementów na zmianę. W zakładzie w Bydgoszczy, w procesie zrobotyzowanym, wydajność stanowiska to około 80 tysięcy sztuk na zmianę przy 5 operatorach.
Opakowania z tworzyw sztucznych formowane wtryskowo – proces produkcji
Pierwszym etapem w procesie formowania opakowań z tworzyw sztucznych wtryskiem jest ogrzewanie i upłynnianie tworzywa. Jest ono dozowane ze zbiornika poprzez specjalnej konstrukcji ślimak obracający się wewnątrz cylindra. Cylinder jest ogrzewany za pomocą elementów grzejnych. Tworzywo sztuczne zwiększa swoją temperaturę w wyniku tarcia o ścianki cylindra. Dzięki ruchowi obrotowemu ciepło wokół cylindra rozchodzi się równomiernie, a wysokie ciśnienie wewnątrz ślimaka sprzyja nadaniu plastycznej formy tworzywu.
Kolejnym etapem na drodze do tworzenia opakowań z tworzyw sztucznych metodą wtryskową jest rzeczywisty wtrysk. Ślimak wykonuje ruch obrotowy, a także posuwisto-zwrotny, co sprawia, że upłynnione tworzywo przelewa się do przygotowanej formy wtryskowej. Forma wtryskowa wykonana jest najczęściej ze stali, a jej konstrukcja sprawia, że napełnia się ona w szybkim tempie, co sprzyja efektywności wykonywania opakowań.
W zależności od rodzaju tworzywa, które jest wykorzystywane do wytworzenia opakowania, po jego przelaniu do formy następuje jego chłodzenie lub też ogrzewanie. Tworzywa termoutwardzalne wymagać będą podgrzewania, natomiast termoplastyczne – chłodzenia. Dzięki zastosowaniu odpowiedniej metody dla stabilizacji tworzywa, stygnie ono, zachowując kształt formy.
Następnie forma jest opróżniana poprzez jej automatyczne wypychanie. Gotowe opakowanie oczyszcza się z pozostałości tworzywa, które zestaliło się w kanałach doprowadzających lub na częściach łączących dwie połowy formy. Dokonuje się tego poprzez mechaniczne odcięcie niepotrzebnych elementów, a także polerowanie opakowania.
Robotyzacja linii w nowym zakładzie pozwala zachować dynamikę i płynność produkcji, poprawić bezpieczeństwo pracowników, a także produkować pod coraz większe zamówienia globalnych partnerów biznesowych.
Rozwój kompetencji pracowników POLITECH z zakresu nowoczesnych technologii współgra z kształtowaniem pozytywnego nastawienia ludzi do procesów rewolucjonizujących biznes. Współistnienie ludzi i robotów, zindywidualizowane podejście do klienta i personalizacja wyrobów to trendy napędzające zmiany zgodne z ideą czwartej rewolucji przemysłowej.
Modernizacja zakładów i procesów produkcyjnych firmy POLITECH na drodze do Przemysłu 4.0 dzieje się z myślą o spełnieniu oczekiwań klientów końcowych.
Menedżer produktu: robota edukacyjnego Astorino oraz redaktor, autor i korektor tekstów. Od 13 lat w marketingu branży przemysłowej. Przez 10 lat była redaktorem naczelnym Biuletynu Automatyki ASTOR. Współautor i redaktor wielu artykułów typu case study, informacji prasowych, scenariuszy do filmów typu case study, treści folderów firmowych i postów do mediów społecznościowych. Koordynator content marketingu robotyki przemysłowej i edukacyjnej w ASTOR. Wielbicielka nauki języków obcych, ze szczególnym uwzględnieniem gramatyki, ortografii i etymologii.
Temat jest dla Ciebie interesujący? Napisz wiadomość do autora i zdobądź ciekawy kontakt.
MPWiK Kraków – Zintegrowany System Efektywności Energetycznej w Oczyszczalni Płaszów
Oczyszczalnia Płaszów to nowoczesny obiekt, którym miasto Kraków może się pochwalić. Wdrożenie Zintegrowanego Systemu Efektywności Energetycznej opartego o rozwiązania Wonderware pozwoliło przenieść oczyszczalnię na kolejny, wyższy stopień wydajności. Efekt: zużycie energii elektrycznej mniejsze o średnio 12,5%.
Cele:
minimalizacja kosztów związanych ze zużyciem energii elektrycznej,
wydajne zagospodarowanie zasobów: pomp, dmuchaw.
Korzyści:
mniejsze zużycie energii elektrycznej: przepompowni – o 15%, dmuchaw – o 20%,
efektywniejsze oczyszczanie ścieków.
Historia Miejskiego Przedsiębiorstwa Wodociągów i Kanalizacji sięga 1901 roku. Obecnie, dzięki wdrożeniu nowoczesnych systemów zarządzania i stosowaniu innowacyjnych rozwiązań technologicznych, MPWiK S.A. w Krakowie świadczy wysokiej jakości usługi. Jedną z oczyszczalni ścieków, które zawarte są w infrastrukturze Wodociągów Krakowskich, jest Oczyszczalnia Ścieków Płaszów. Odbiera ona ścieki z obszaru Krowodrzy, Śródmieścia, Nowej Huty oraz Podgórza.
W ramach podnoszenia efektywności produkcji ścieków i przy wsparciu środków krajowych z NCBiR i NFOS podjęto realizację projektu, którego celem było stworzenie pasywnej energetycznie oczyszczalni dzięki wdrożeniu zintegrowanego systemu efektywności energetycznej. System ZSEE powstał w wyniku prac badawczo-rozwojowych zrealizowanych przez Miejskie Przedsiębiorstwo Wodociągów i Kanalizacji S.A. w Krakowie w konsorcjum z Akademią Górniczo-Hutniczą w Krakowie w ramach projektu Narodowego Centrum Badań i Rozwoju z 2015 roku, w zakresie programu GEKON – Generator Koncepcji Ekologicznych (umowa nr GEKON2/02/266926/3/2015).
Firma ASTOR wraz z firmą Semako wykonała „Zintegrowany System Efektywności Energetycznej” w oparciu o projekt uzyskany od beneficjentów: MPWiK w Krakowie oraz Akademii Górniczo-Hutniczej w Krakowie – Katedry Robotyki i Mechatroniki – będącymi jedynymi właścicielami praw własności intelektualnej do rezultatów projektu. Projekt objął przebudowę obiektów, podłączenie analizatorów energii elektrycznej, podłączenie sygnałów z obiektów, analizę, opracowanie algorytmów sterowania i wizualizację danych. Zakres projektu obejmował zmiany w obiektach takich jak przepompownie, bioreaktory, dmuchawy oraz rozdzielnia główna.
Wyzwania
Celem w projekcie było zmniejszenie ilości energii elektrycznej, która jest potrzebna do pracy Oczyszczalni Ścieków. Docelowo planowano obniżenie kosztów eksploatacji, a także ograniczenie emisji np. gazów cieplarnianych. Aby zwiększyć efektywność, zostało wprowadzone monitorowanie sprawności układu i optymalizacja regulacji wydajności, aby urządzenia pracowały w preferowanym dla nich zakresie wydajności, a dzięki temu zużycie energii elektrycznej było jak najmniejsze.
Zdiagnozowano następujące wyzwania:
zapewnienie nadrzędnego systemu kontroli i sterowania,
zapewnienie bezpieczeństwa działania i pewności przetwarzania i gromadzenia danych pomiarowych,
optymalizacja algorytmów sterowania obiektami.
Opis systemu
Zintegrowany System Efektywności Energetycznej to nadrzędny system w stosunku do istniejącego już od kilku lat systemu kontroli i sterowania Oczyszczalni Płaszów. System ma na celu dostarczanie i agregowanie parametrów pracy urządzeń oraz parametrów środowiskowych – opadów czy poziomów wód. Tak zgromadzony zestaw skorelowanych i przetworzonych danych ma pomóc obsłudze podejmować decyzje doboru jak najlepszych parametrów nastawczych urządzeń wykonawczych w kontekście optymalizacji zużycia energii elektrycznej w określonych warunkach.
System zbudowany został tak, aby rozwiązania informatyczne oraz komunikacyjne były kompatybilne z przyjętymi i stosowanymi w Oczyszczalni Ścieków Płaszów standardami. Dodatkowo, ze względu na bezpieczeństwo systemu, pracuje on w środowisku zwirtualizowanym. Takie rozwiązanie zapewnia wiele korzyści, a jedną z nich jest wydłużenie czasu życia instalacji przez uniezależnienie wymagań wersji systemów operacyjnych, oprogramowania, od specyfikacji serwerów.
Porównanie historycznych danych pochodzących z farmy fotowoltaicznej
Aplikacja oparta jest o Platformę Systemową Wonderware. Wybór tego rozwiązania dobrze współgra z charakterem instalacji Zintegrowanego Systemu Efektywności Energetycznej dzięki obiektowemu modelowaniu instalacji technologicznych. W aplikacji odwzorowano technologiczne obiekty, przez co dostarczane dane są zawsze umiejscowione kontekstowo, co pozwala na spójną prezentację danych bieżących oraz alarmów, a także, analizując dane historyczne, wpływu czynników zewnętrznych na poziom zużycia energii elektrycznej.
Zastosowanie pakietu oprogramowania Platformy Systemowej Wonderware podyktowane było także względami doboru elastycznej architektury rozwiązania oraz dbania o bezpieczeństwo systemu. Wdrożenie środowiska domenowego Windows Active Directory, z którym Platforma Systemowa Wonderware natywnie się integruje i które wykorzystuje, pozwala uzyskać centralnie zarządzany, bezpieczny dostęp do aplikacji, stosować reguły uprawnień i kontrolować dostęp do systemów operacyjnych, stacji operatorskich oraz danych. Takie środowisko domenowe może służyć także jako szkielet informatyczny dla pozostałych, pracujących już lub nowoprojektowanych instalacji.
Wizualizacja stanu obiektów – optymalnego oraz wymagającego zmiany
W systemach, gdzie decyzje podejmuje się na podstawie danych historycznych dla długich okresów czasu, bardzo ważnym aspektem jest wydajny system akwizycji, przechowywania i udostępniania danych.
Platforma Systemowa Wonderware posiada wbudowaną, wydajną i skalowalną przemysłową bazę danych historycznych Wonderware Historian z wbudowanymi mechanizmami na potrzeby raportowania danych procesowych w czasie. Narzędzia do analizy danych historycznych Historian Client, integrując się z używanym na co dzień pakietem Microsoft Excel, stanowią efektywne narzędzie dla technologów.
– podsumowuje Marcin Woźniczka, ekspert ds. rozwiązań Wonderware w firmie ASTOR.
Do prezentacji danych dla operatorów oraz technologów wybrano Wonderware InTouch w technologii usług terminalowych. Z punktu widzenia technologów oraz nadzoru, umożliwia ona szybkie reagowanie poprzez zdalny dostęp z każdego typu urządzenia – smartfonu, tabletu czy komputera przenośnego – w każdym miejscu i każdym momencie poprzez wykorzystany firmowy VPN. Wartości danych prezentowane są liczbowo na wykresach lub w postaci stosu wykresów, dając możliwość porównywania kilku różnych wartości na wykresach w jednym układzie współrzędnych. Dodatkowo dostępne są też raporty, które pokazują dobowe, tygodniowe, miesięczne i roczne zużycie energii elektrycznej, czy też przepływy ścieków.
Funkcjonalności systemu
Interfejs Zintegrowanego Systemu Efektywności Energetycznej składa się z trzech bloków. Pierwszy blok zawiera menu aplikacji. Drugi blok zawiera tabelę alarmów i nawigację między elementami aplikacji. Trzeci blok to ekran synoptyczny, w którym wyświetlane są dane.
Wizualizacja zużycia mocy
Przykładem jest wybór ekranu zawierającego bilans mocy chwilowej za pomocą kliknięcia przycisku „Moce” z menu aplikacji. Centralną część ekranu stanowi wykres kołowy przedstawiający graficznie bilans mocy chwilowej dla Oczyszczalni Ścieków Płaszów. W górnej części diagramu wizualizacyjnego, nad wykresem kołowym, przedstawione zostały chwilowe moce pobierane z sieci elektroenergetycznej. Z lewej strony oraz poniżej wykresu, zgrupowano dane na temat wartości chwilowych mocy oddawanych przez własne źródła energii elektrycznej, tj. turbiny gazowe, jednostki kogeneracyjne, generator termoelektryczny, panele fotowoltaiczne oraz turbinę wodną.
Zintegrowany System Efektywności Energetycznej umożliwia także porównanie danych pochodzących z farmy fotowoltaicznej – czyli energii własnej Oczyszczalni Ścieków Płaszów – z trzech wybranych lat. Poza tym Zintegrowany System Efektywności Energetycznej wizualizuje, które obiekty znajdują się w stanie optymalnym (praca/postój), a których stan powinno się zmienić.
Korzyści
Projekt składa się z kilku przedsięwzięć, których zadaniem jest wytwarzanie energii elektrycznej, ograniczenie zużycia energii elektrycznej oraz optymalizacja pracy oczyszczalni.
Przy zachowaniu wszystkich parametrów technologicznych uzyskaliśmy wysoką pasywność obiektu, co pozwoli na ograniczenie zakupów energii elektrycznej u dostawców, dając wymierne korzyści finansowe. W obiekcie pracują pompy pierwszego i drugiego stopnia. Zainstalowane są 3 pompy o mocy 160 kW oraz 7 pomp o mocy 132 kW. Zwykle pracuje ich sześć. Według przewidywań, wprowadzone modyfikacje przyniosą oszczędności na poziomie 15%. Rocznie daje to ok. 1000 MWh oszczędności w zużyciu energii elektrycznej. W przypadku dmuchaw zmiana sposobu sterowania pracą reaktorów pozwoli na uzyskanie oszczędności w zużyciu energii elektrycznej na poziomie 20%. W oczyszczalni zamontowanych jest sześć dmuchaw o mocy 400 kW. Zwykle pracują trzy, cztery z nich. Po zastosowaniu planowanych zmian roczne oszczędności wyniosą 2100 MWh.
– podsumowuje Tadeusz Żaba, Dyrektor ds. Produkcji MPWiK Kraków.
Efektem wdrożonego rozwiązania dla Oczyszczalni Ścieków Płaszów jest zatem optymalna praca urządzeń, co przekłada się na niższe koszty użycia energii elektrycznej. Ponadto kontrola urządzeń umożliwia szybką diagnostykę, a archiwizacja danych pozwala na porównywanie określonych stanów urządzeń.
Stwórz system Zarządzania Energią wspólnie z ASTOR
W ten sposób dowiedz się, ile energii zużywa Twój wydział produkcji. Oszczędzisz do -20% kosztów energii. Sprawdźmy to razem!
Artykuł „MPWiK Kraków – Zintegrowany System Efektywności Energetycznej” opracowany został w oparciu o niniejsze publikacje oraz materiały projektowe uzyskane od Miejskiego Przedsiębiorstwa Wodociągów i Kanalizacji SA w Krakowie oraz Akademii Górniczo Hutniczej – Katedra Robotyki i Mechatroniki.
Biuletyn „Woda i my” 03/2017 (wydawca: MPWiK Kraków), Tadeusz Żaba, Projekt „Energetycznie pasywna oczyszczalnia ścieków”.
Zintegrowany System Efektywności Energetycznej jako istotny element podnoszący niezawodność systemów wodociągowo-kanalizacyjnych, Piotr Małka, Tadeusz Uhl, Joanna Kłapyta, Ryszard Langer, „Gaz, Woda i Technika Sanitarna”, 2017, 4/2017, str. 154–156.
Instalacja turbiny wodnej na zrzucie ścieków oczyszczonych w Zakładzie Oczyszczania Ścieków „Płaszów” w Krakowie analiza SWOT – [Installation of water turbine on the discharge of treated sewage located in the Waste Water Treatment Plant „Plaszow” SWOT analysis], Zbigniew Śliwa, Tadeusz Uhl, Krzysztof Grabowski, w: Projektowanie mechatroniczne: zagadnienia wybrane. Praca zbiorowa pod red. Michała Mańka, Kraków, Akademia Górniczo-Hutnicza, Katedra Robotyki i Mechatroniki, 2016, ISBN 978-83-64755-26-2, str. 151–159
Analiza możliwości obniżenia energochłonności zakładu oczyszczania ścieków przez zmiany w sposobie sterowania dużymi odbiornikami energii, Paweł Król, Jakub Bryła, Michał Lubieniecki, Tadeusz Uhl, w: Projektowanie mechatroniczne: zagadnienia wybrane. Praca zbiorowa pod red. Michała Mańka, Kraków, Akademia Górniczo-Hutnicza, Katedra Robotyki i Mechatroniki, 2016, ISBN 978-83-64755-26-2, str. 97-108.
Menedżer produktu: robota edukacyjnego Astorino oraz redaktor, autor i korektor tekstów. Od 13 lat w marketingu branży przemysłowej. Przez 10 lat była redaktorem naczelnym Biuletynu Automatyki ASTOR. Współautor i redaktor wielu artykułów typu case study, informacji prasowych, scenariuszy do filmów typu case study, treści folderów firmowych i postów do mediów społecznościowych. Koordynator content marketingu robotyki przemysłowej i edukacyjnej w ASTOR. Wielbicielka nauki języków obcych, ze szczególnym uwzględnieniem gramatyki, ortografii i etymologii.
Temat jest dla Ciebie interesujący? Napisz wiadomość do autora i zdobądź ciekawy kontakt.
Flex – innowacyjny transport mobilny w służbie lean management
„Live Smarter” to motto firmy Flex, jednej z wiodących firm technologicznych na świecie. W przypadku Flex, dostarczanie w pracy wartości dla klienta, a tym samym zapewnienie komfortu życia, jest przede wszystkim kwestią leanowania jej własnych procesów oraz zapewnienia wydajności i elastyczności produkcji na jak najwyższym poziomie. Firma od początku istnienia stawia na innowacyjne technologie produkcyjne.
Przemysł 4.0 i Przemysłowy Internet Rzeczy z pewnością oferują takie innowacje. W rezultacie dwa autonomiczne mobilne roboty dostarczone przez duńskiego producenta Mobile Industrial Robots od niedawna pracują w austriackiej siedzibie firmy Flex.
Roboty mobilne MiR100 niezależnie od siebie transportują towary wewnątrz firmy. Automatyzacja tych monotonnych zadań odciąża pracowników Flex i pozwala im przeznaczyć więcej czasu na bardziej zaawansowane czynności. Aby w pełni wykorzystać potencjał mobilnej robotyki, w najbliższej przyszłości planowane jest rozszerzenie nowego systemu oraz wykorzystanie mobilnych, autonomicznych robotów i systemu MiRHook w innych obszarach logistyki produkcji.
W austriackiej siedzibie Flex w Althofen, przedsiębiorstwie z branży technologii medycznej, przemysłu i branży automotive mogą zlecić praktycznie kompleksowy łańcuch tworzenia wartości – od projektu produktu do produkcji, inżynieringu i logistyki.
Aby sprostać wymaganiom klientów i jednocześnie zapewnić wysoki poziom rentowności, w firmie szeroko stosuje się podejście Lean Six Sigma, głęboko zakorzenione w filozofii firmy. Jednym z celów tej metody zarządzania jest efektywne projektowanie łańcucha tworzenia wartości.
Innowacyjna technologia dla złożonych wyzwań
Szczególnym wyzwaniem dla nas jest wysoki poziom skomplikowania procesów produkcyjnych
mówi Christoph Schaller, dyrektor ds. inżynieringu w firmie Flex
Nasza produkcja jest bardzo elastyczna, co oczywiście wiąże się również ze szczególnymi wyzwaniami dotyczącymi wewnętrznego transportu towarów. Na przykład, często znajdujemy się w sytuacji, w której wiele różnych zadań transportowych z głównego magazynu do obszaru produkcji musi odbyć się w bardzo wąskim oknie czasowym. W związku z tym bardzo ważne jest, aby czas przemieszczania się z towarem był jak najkrótszy.
mówi Christoph Schaller, dyrektor ds. inżynieringu w firmie Flex
Schemat produkcji firmy przechodzi zasadnicze zmiany co trzy do sześciu miesięcy, a według Christopha Schallera instalowanie nowego toru magnetycznego za każdym razem, gdy nastąpi zmiana w układzie produkcyjnym, oznacza spore dodatkowe wydatki. Pomysł systemu transportowego na torze magnetycznym został więc odrzucony stosunkowo szybko.
„Podczas targów w Hannoverze w 2015 r. poznaliśmy mobilne roboty oferowane przez Mobile Industrial Robots. Po poszerzeniu tematu doszliśmy do wniosku, że znaleźliśmy produkt, który jest w stanie sprostać naszym wymaganiom w zakresie intralogistyki, a jednocześnie jest bardzo przystępny”.
W tym samym roku zakupiono pierwszy z dwóch robotów MiR100, a drugi – zaledwie sześć miesięcy później. Dzięki wsparciu producenta oraz austriackiego dystrybutora Haba Verpackung GmbH, mobilne roboty zaczęły być wykorzystywane w codziennym użyciu wkrótce po decyzji o wdrożeniu.
MiR radzi sobie z automatycznymi drzwiami
Dzięki mobilnym pomocnikom transportowym, w firmie Flex istnieje teraz w pełni zautomatyzowana 600-metrowa ścieżka dla robotów mobilnych z udźwigiem nawet do 100 kilogramów. Prowadzi ona z głównego magazynu do linii produkcyjnej. Istnieje kilka potencjalnych przeszkód dla robotów na tej trasie, na przykład w postaci automatycznych drzwi wewnętrznych.
„System robota MiR100 komunikuje się z modułem drzwi i informuje go, kiedy muszą się otworzyć. Działa to bardzo sprawnie”
mówi Christoph Schaller
„Dzieje się tak również wtedy, gdy ludzie przechodzą przez ścieżki robota: jeśli jest wystarczająco dużo miejsca, MiR wymija osobę. Jeśli nie, zatrzymuje się na krótko, aż będzie mógł kontynuować.”
mówi Christoph Schaller
Obecnie roboty przemierzają średnio 200 kilometrów miesięcznie. Tę odległość musieli wcześniej przebywać pracownicy.
Bardziej produktywny czas pracy dzięki robotom mobilnym
Automatyzacja wewnętrznego transportu towarów odbywa się z korzyścią dla pracowników. Dzięki nowej technologii zostali oni w znacznym stopniu zwolnieni z monotonnych zadań transportowych. Teraz mogą swobodnie koncentrować się logistyce zamówień. W ten sposób proces optymalizacji został z sukcesem zakończony.
Film z wdrożenia robotów MIR w firmie Flex
„Transport towarów z punktu A do punktu B jest obecnie wykonywany przez roboty, a w związku z tym pracownicy zajmują się bardziej zaawansowanymi czynnościami. Dzięki temu w magazynie głównym jest dużo więcej czasu na przygotowywanie towarów, które następnie zostają dostarczone do zakładu produkcyjnego. W rezultacie podział pracy jest teraz bardziej sprawiedliwy, co ostatecznie przynosi korzyści wszystkim pracownikom na każdym etapie naszego łańcucha produkcyjnego”
Jak wyjaśnia Christoph Schaller
Ludzie i roboty: wszystko polega na współpracy
Sukces nowej technologii zależy nie tylko od aspektów technicznych i handlowych.
„Ważnym czynnikiem dla nas jest również to, czy system jest akceptowany przez ludzi, którzy pracują z nim na co dzień”.
Jak mówi Christoph Schaller
W firmie Flex otwarta kultura organizacyjna oznacza otwartość na nowe technologie. Powstawały jednak pewne pytania.
„MiR100 jest wyjątkowo cichy. Zadaliśmy więc sobie pytanie: czy robot zatrzyma się, jeśli go nie zauważę? Szybko przekonaliśmy się, że tak”
powiedział Martin Knirschnig, lider Działu Półproduktów w firmie Flex.
Roboty i ludzie współistnieją zatem w bezpiecznych interakcjach.
Innym ważnym aspektem dla Christopha Schallera i jego zespołu był fakt, że robot jest przyjazny dla użytkownika.
,,Jeśli pracownicy musieliby przejść specjalistyczne kursy sterowania robotem MiR100, byłoby to trudne wyzwanie. Ale programowanie robota jest bardzo proste i intuicyjne. Dlatego robot został bardzo pozytywnie przyjęty przez personel”
opowiada Christoph Schaller.
Gotowy na Przemysł 4.0
Dotychczasowe użytkowanie dwóch robotów MiR100 okazało się bardzo pozytywnym doświadczeniem. Potencjał robotów mobilnych będzie jeszcze pełniej wykorzystany – w planach jest wdrożenie systemu MiRHook, który może być podłączony bezpośrednio do MiR100 i umożliwia w pełni zautomatyzowany transport wózków o wadze nawet do 300 kilogramów.
„Pierwszym krokiem było wykorzystanie robotów do transportu towarów z głównego magazynu”
wyjaśnia Christoph Schaller
„Kiedy zobaczyliśmy, że system działa doskonale, zadaliśmy sobie pytanie: jakie inne możliwości oferuje nam ta technologia? Dzięki MiRHook cały mechanizm staje się bardziej elastyczny w użyciu. Następnym logicznym krokiem jest dla nas wykorzystanie robotów w połączeniu z systemem MiRHook do transportu gotowych towarów do działu wysyłki”.
wyjaśnia Christoph Schaller
Pozostało jeszcze wiele alternatyw użycia: mobilny robot może wesprzeć zarządzanie odpadami na produkcji. Ponadto trwają obecnie prace nad pełną integracją systemu sterowania Fleet Management dla robotów mobilnych MiR do systemu planowania intralogistyki w firmie Flex.
„Autonomiczne roboty mobilne są szansą na redukcję kosztów, jakie generuje transport wewnątrzzakładowy. Dlaczego? Ponieważ przemieszczanie elementu z jednego miejsca do drugiego nie dostarcza firmie wartości. Jest wydatkiem. Automatyzując transport, można więc zarówno zredukować koszty produkcyjne, jak i zwiększyć wydajność„
podsumowuje Łukasz Mąka, menedżer produktów MiR w firmie ASTOR, która jest oficjalnym dystrybutorem na terenie Polski.
O Flex
Flex jest wiodącą na świecie firmą technologiczną, zatrudniającą ponad 200 000 pracowników w 30 krajach i produkującą inteligentne produkty dla połączonego świata. Flex wspiera swoich klientów od koncepcji aż po dostarczenie gotowego produktu.
Menedżer produktu: robota edukacyjnego Astorino oraz redaktor, autor i korektor tekstów. Od 13 lat w marketingu branży przemysłowej. Przez 10 lat była redaktorem naczelnym Biuletynu Automatyki ASTOR. Współautor i redaktor wielu artykułów typu case study, informacji prasowych, scenariuszy do filmów typu case study, treści folderów firmowych i postów do mediów społecznościowych. Koordynator content marketingu robotyki przemysłowej i edukacyjnej w ASTOR. Wielbicielka nauki języków obcych, ze szczególnym uwzględnieniem gramatyki, ortografii i etymologii.
Temat jest dla Ciebie interesujący? Napisz wiadomość do autora i zdobądź ciekawy kontakt.
Fabryka Roku 2018 – konferencja i konkurs z udziałem ASTOR
Już po raz drugi przedstawiciele branży produkcyjnej w Polsce spotkali się 5 grudnia 2018 w warszawskim hotelu Marriott na konferencji „Fabryka Roku 2018”, organizowanej przez Wydawnictwo Trade Media International. Firma ASTOR, dostawca nowoczesnych technologii dla przemysłu, została partnerem wydarzenia.
W 16 prelekcjach specjaliści, praktycy i przedstawiciele kadry kierowniczej zakładów produkcyjnych mogących pochwalić się sukcesami na rynku przedstawili wizję nowoczesnego zakładu dążącego do realizacji koncepcji Przemysłu 4.0. Prelegenci pokazali też jak w praktyce budować przewagę konkurencyjną na poziomie operacyjnym i rozwijać działalność. Jedną z prelekcji był, poprowadzony przez prezesa ASTOR – Stefana Życzkowskiego, wykład „10 zasad prowadzenia biznesu”.
10 zasad prowadzenia biznesu
Myślą przewodnią wykładu było dziesięć zasad prowadzenia biznesu w dobie szybko następujących zmian zarządczych i technologicznych.
Wystąpienie prezesa Stefana Życzkowskiego; źródło: www.controlengineering.pl
„Prawdziwą, dobrze prosperującą firmę można rozwijać tylko w oparciu o uczciwe, rzetelne zasady, niezależnie od otoczenia biznesowego. Oferowanie innowacyjnych rozwiązań technologicznych powinno iść w parze z dbaniem o rozwój szeroko rozumianych kompetencji pracowników. Nasza autorska koncepcja Inżyniera 4.0 stanowi niejako podsumowanie wewnętrznych działań ASTOR, a równocześnie może pomóc wyznaczać nowe standardy w branży”
komentuje Stefan Życzkowski, prezes firmy ASTOR, od 30 lat wspierającej polski przemysł na drodze do innowacyjności.
Interesuje Cię 10 zasad Stefana Życzkowskiego? Napisz do nas na marketing@astor.com.pl, a chętnie Ci je wyślemy.
Wyniki konkursu Fabryka Roku 2018
Wydawnictwo Trade Media International oraz magazyny Inżynieria i Utrzymanie Ruchu i Control Engineering Polska już po raz siódmy zorganizowały Konkurs. Jury nagrodziło firmy i osoby, które szczególnie wyróżniają się we wprowadzeniu nowych rozwiązań i technologii w zakładach produkcyjnych w Polsce. Nagrody były przyznawane w 19 kategoriach.
Wyniki konkursu ogłoszono 5 grudnia 2018 r. podczas uroczystej Gali, która odbyła się w warszawskim hotelu Marriott. W tym roku w konkursie wzięło udział ponad 90 zakładów produkcyjnych, a do finału przeszły 23 firmy. W VII edycji przyznano nagrody i wyróżnienia w kategoriach specjalistycznych.
W jury konkursu znaleźli się m.in.: Piotr Radziszewski – Dyrektor ds. Rozwoju w Sodexo Polska, Piotr Kowalski – Dyrektor ds. Strategii i Rozwoju i Prezes Zarządu w Wielton Investment, Krzysztof Kamiński – Prezes Zarządu w Alnea oraz Tomasz Szpikowski – Prezes Zarządu w Bergman Engineering i Andrzej Soldaty – Założyciel i Partner Projektu „Inicjatywa dla Polskiego Przemysłu 4.0”.
Nagrodę główną, która docenia wyjątkowe osiągnięcia we wszystkich dziedzinach związanych z produkcją i funkcjonowaniem firmy, otrzymała firma 3M Zakład Produkcyjny we Wrocławiu.
Przedstawiciele firm nagrodzonych w konkursie Fabryka Roku 2018; Źródło: www.controlengineering.pl
Nagrodę w kategorii Pracodawca Roku dla firmy Sokpol Sp. z o.o. wręczył Stefan Życzkowski, prezes firmy ASTOR.
Organizatorzy zapraszają do udziału w kolejnej edycji konkursu Fabryka Roku. Gala wręczenia nagród w konkursie Fabryka Roku 2019 odbędzie się 15 stycznia 2020 r. w Warszawie.
Menedżer produktu: robota edukacyjnego Astorino oraz redaktor, autor i korektor tekstów. Od 13 lat w marketingu branży przemysłowej. Przez 10 lat była redaktorem naczelnym Biuletynu Automatyki ASTOR. Współautor i redaktor wielu artykułów typu case study, informacji prasowych, scenariuszy do filmów typu case study, treści folderów firmowych i postów do mediów społecznościowych. Koordynator content marketingu robotyki przemysłowej i edukacyjnej w ASTOR. Wielbicielka nauki języków obcych, ze szczególnym uwzględnieniem gramatyki, ortografii i etymologii.
Temat jest dla Ciebie interesujący? Napisz wiadomość do autora i zdobądź ciekawy kontakt.
HENKEL: redukcja kosztów w firmie produkcyjnej dzięki oszczędności zużycia energii o 9%
„Firma Henkel zawsze miała dar do wdrażania kreatywnych pomysłów na efektywne oszczędzanie energii. Prawdziwym wyzwaniem jest tutaj posiadanie wiarygodnego zestawu danych.” – Dr. Johannes Holtbrügge, Menedżer projektu Environmental Management System w firmie Henkel.
Cele:
zmniejszenie zużycia i kosztów energii oraz redukcja kosztów w firmie produkcyjnej,
wdrożenie ISO 50001 we wszystkich zakładach produkcyjnych,
zwiększenie efektywności łańcucha dostaw po stronie produkcji o 5 do 6% rocznie,
wzrost wydajności produkcji o 75% do 2020 r.,
zwiększenie efektywności o 300% do 2030 r.
Wyzwania:
usprawnienie gromadzenia, wykorzystywania i przekazywania danych dotyczących zużycia energii i emisji w całym łańcuchu dostaw.
zmniejszenie zużycia energii o 9%, co przekłada się na zaoszczędzone 15 mln EUR w kosztach energii,
zmniejszenie ilości odpadów z linii napełniania i wyeliminowanie wszystkich błędów etykietowania spowodowało uzyskanie 100% jakości etykiet,
poprawa OEE o 4,5% po roku wdrożenia Wonderware.
HENKEL – geneza cyfrowej transformacji
Henkel AG & Co. działa w branży pakowanych towarów konsumenckich (CPG) z siedzibą w Düsseldorfie-Holthausen w Niemczech. Została założona w 1876 roku i zatrudnia ponad 50 000 pracowników na całym świecie.
W 2016 r. firma Henkel osiągnęła 18,7 mld EUR przychodów i około 2,1 mld EUR rocznych zysków. Imponujący sukces firmy jest wynikiem jasnej, długoterminowej strategii opartej na trzech filarach: ciągłego skupienia na potrzebach klientów, zrównoważonego rozwoju i innowacji.
Zakłady produkcyjne Henkel w Düsseldorfie-Holthausen
Henkel działa globalnie dzięki wiodącym innowacjom, markom i technologiom w trzech obszarach: kleje konsumenckie i budowlane, pielęgnacja urody oraz środki do prania i pielęgnacji domu. Produkty z zakresu środków piorących i do pielęgnacji domu stanowi 31% całkowitej sprzedaży firmy, o wartości 5.795 milionów EUR. Produkty z działu kosmetycznego stanowią 20 procent całkowitej sprzedaży firmy o wartości 3 838 milionów EUR. Kleje to 48% całkowitej sprzedaży firmy o wartości 8 961 000 EUR.
Wprowadzając cyfrową transformację w całej firmie, Henkel dąży do osiągnięcia skutecznego wzrostu, wzmocnienia relacji z klientami i optymalizacji procesów. W tym celu wdrożono serię inicjatyw pod nazwą Henkel 2020+, które mają zostać zrealizowane do roku 2020. Inicjatywy mają wesprzeć wdrażanie zrównoważonych innowacji przy jednoczesnej poprawie efektywnego gospodarowania zasobami w tworzeniu wartości dodanej.
Geneza projektu w firmie Henkel
Henkel produkuje bardzo szeroką gamę produktów, m.in.: detergenty, produkty do zmywania naczyń, środki do czyszczenia powierzchni i środki do mycia toalet. Znane i popularne produkty to Persil, Somat, Pril i Purex. Firma produkuje je w 31 zakładach produkcyjnych na całym świecie. Ciągłe doskonalenie produkcji powoduje poszukiwanie coraz lepszych systemowych sposobów gromadzenia, wykorzystywania i udostępniania danych dotyczących zużycia i emisji w całym łańcuchu dostaw.
Kryteria wyboru systemu zarządzania energią
Pierwsza faza tworzenia cyfrowej infrastruktury – systemu zarządzania środowiskowego (Environmental Management System – EMS) – polegała na wdrożeniu systemu monitorowania zużycia energii.
Wymagania co do systemu były następujące:
globalne rozwiązanie dla wszystkich zakładów, instalowane i utrzymywane centralnie,
oparcie na ujednoliconej bazie danych, umożliwiając uporządkowane wyszukiwanie i agregowanie danych o użytkowaniu,
elastyczność i uniwersalność pozyskiwania danych – możliwość integrowania wszelkiego wcześniej dostępnego oprogramowania z systemem,
raportowanie kluczowych wskaźników efektywności (KPI) i centralna analiza porównawcza wszystkich zakładów produkcyjnych (w celu wymiany najlepszych praktyk),
działanie w trybie online i w czasie rzeczywistym – informacje powinny być dostępne w dowolnym czasie i z dowolnego miejsca w sieci zakładów Henkel,
skuteczny bufor w razie problemów z siecią.
Wdrożenie – modelowa redukcja kosztów w firmie produkcyjnej
W celu poprawy efektywności gospodarowania zasobami w łańcuchu dostaw po stronie produkcji o 5 do 6% rocznie i docelowo 3-krotnego zwiększenia efektywności do 2030 r. zdecydowano o wyborze rozwiązań Wonderware dla transformacji cyfrowej zakładów produkcyjnych, dostarczane obecnie przez AVEVA.
Firma Henkel powierzyła wdrożenie systemu monitorowania zużycia energii doświadczonemu niemieckiemu integratorowi, EMP GmbH, oficjalnie certyfikowanemu jako Wonderware System Integrator. EMP jest ekspertem w dziedzinie kompleksowych rozwiązań dla systemów zarządzania energią, automatyki budynkowej i wsparcia zarządzania operacyjnego.
Projekt został uruchomiony w 2013 r. i zakończony w połowie 2015 r. Wstępnie skonfigurowane rozwiązanie do monitorowania zużycia energii zostało utworzone przy użyciu Platformy Systemowej Wonderware i oprogramowania Wonderware Historian. W trakcie realizacji, do standardowej aplikacji monitorowania zużycia energii zostały dodane dodatkowe moduły.
Platforma Systemowa Wonderware to uniwersalny, skalowalny system zarządzania produkcją, umożliwiający łączenie dowolnego sprzętu, obecnego lub przyszłego, dowolnych producentów i niezależne konfigurowanie domen, baz danych, aplikacji i urządzeń, bez wpływu na architekturę systemu.
PSW umożliwia integrowanie najlepszych w swojej klasie rozwiązań sprzętowych, z pełną świadomością, że będą się one poprawnie komunikować i integrować z EMS. Obecne i przyszłe standardy komunikacji sprzętowej w różnych globalnych fabrykach, takie jak PLC, Modbus, Ethernet, serwery OPC i pliki CSV, są skutecznie wspierane w rozwiązaniu.
System monitoringu zużycia energii w firmie produkcyjnej
Głównym wyzwaniem związanym z wdrożeniem systemu monitorowania zużycia energii w firmie Henkel był standard pomiaru. Określono zatem minimalne wymogi techniczne dla połączenia z EMS dla wszystkich urządzeń na zasadzie jeden do jednego. Jednocześnie uwzględniono wszystkie właściwe dla danej fabryki wartości graniczne i konkretne funkcjonalności.
Do września 2017 r. do systemu włączono ponad 3000 punktów pomiaru zużycia energii elektrycznej, paliw kopalnych, sprężonego powietrza, pary wodnej, wody i ścieków. Pomiary te uwzględniają nie tylko zużycie energii na poziomie całej fabryki, ale także w poszczególnych obszarach produkcyjnych i technologicznych. Teraz zużycie jest mierzone dokładniej, a wyniki analizowane i oceniane pod kątem kluczowych parametrów. Dzięki temu Henkel może wdrażać działania naprawcze, co prowadzi do zmniejszenia zużycia energii. Tym samym redukcja kosztów w firmie produkcyjnej dzieje się z korzyścią dla całego przedsiębiorstwa.
Z rozwiązania korzysta obecnie 600 użytkowników. W halach produkcyjnych kluczowe dane produkcyjne są wyświetlane na panelach operatorskich i komputerach przemysłowych, dzięki czemu zespoły robocze mogą regularnie omawiać kwestie wydajności.
Najlepsze praktyki i standaryzacja
Udoskonalenia uzyskane dzięki dzieleniu się najlepszymi praktykami między zakładami sieci Henkel można łatwo replikować dzięki jednolitym strukturom w ramach globalnego systemu Henkel i możliwościom porównania specyfiki zakładu i procesów produkcyjnych. Specjalne sesje szkoleniowe dla użytkowników wspierają sukces wdrożenia i korzystanie z nowego systemu w trybie online.
Gromadzenie i analiza danych
Firmy z geograficznie rozmieszczonymi zakładami produkcyjnymi, które mają złożone procesy i systemy, stają przed wyzwaniem wytwarzania niezbędnych informacji, które poprawiałyby efektywność operacyjną.
Taką poprawę wydajności zapewniają następujące funkcje Platformy Systemowej Wonderware:
jest to otwarta platforma inżynieryjno-wykonawcza, do zarządzania produkcją, procesami biznesowymi, produkcyjnymi i wytwórczymi oraz danymi, umożliwiająca wielopoziomową integrację z systemami zakładu produkcyjnego, w tym np. ERP,
zapewnia podejście obiektowe, pozwalające na wielokrotne modelowanie, uniwersalność sprzętową i integralną standaryzację procesów operacyjnych.
Integracja systemu etykietowania, OEE i SAP
W 2014 roku cyfrowa infrastruktura Wonderware została zintegrowana z systemem kontroli jakości etykiet. Etykiety z każdej butelki są fotografowane, a wynikowa ocena pomaga poprawić jakość i zmniejszyć ilość odpadów. Gromadzone są również dane statystyczne i przesyłane do centralnego systemu raportowania. Dzięki interfejsowi SAP, dane związane ze stanem linii i maszyn można teraz połączyć z danymi zlecenia i analizować je na potrzeby optymalizacji.
W 2015 r. Henkel wdrożył Wonderware MES do monitorowania wydajności linii napełniającej w oparciu o wskaźnik całkowitej efektywności wyposażenia (OEE). Zbierane i analizowane są także dane dotyczące m.in. mikroprzestojów.
Informacje na temat odpadów umożliwiają ukierunkowaną poprawę i oszczędności dzięki wydajnemu wykorzystaniu zasobów, usprawnieniu operacji pakowania i zmniejszonemu zużyciu energii.
Wymóg wydatków inwestycyjnych (CAPEX) jest również zredukowany do około trzech lub czterech dodatkowych linii. W 2016 roku, firma Henkel zainstalowała Wonderware Access Anywhere do wizualizacji i analizy danych gromadzonych ze wszystkich zintegrowanych ze sobą systemów.
Wykorzystanie danych pogodowych
W 2017 r. zainstalowano czujniki do rejestrowania danych pogodowych w zakładach produkcyjnych wydziału środków piorących i do pielęgnacji domu. Poprzez korelację zużycia energii z warunkami atmosferycznymi, Henkel określa, w jaki sposób temperatura zewnętrzna i wilgotność wpływają na zużycie energii. Pozwala to na dalsze udoskonalanie produkcji, zużycia energii i planowania logistycznego.
Korzyści – redukcja kosztów w firmie produkcyjnej… i więcej!
Nowy system w oparciu o rozwiązania Wonderware obniżył zużycie energii (mierzone w KWh/t) o 9 procent od 2011 r. Przyczynił się do ogólnego zmniejszenia wydatków na energię w sektorze technologii prania i pielęgnacji domu o 15 milionów euro.
Henkel jest w stanie zmniejszyć ilość odpadów z linii napełniania i wyeliminować praktycznie wszystkie nieprawidłowe etykiety (globalnie 100-procentowa jakość etykiety na zejściu z linii i > 99,8% przy pierwszym nałożeniu etykiety). Prowadzi to do znacznych oszczędności kosztów pakowania.
Cyfrowa transformacja dzięki Platformie Systemowej Wonderware wdrożona w wydziale środków piorących i do pielęgnacji domu okazała się elastycznym i skalowalnym rozwiązaniem, które pomaga firmie osiągać ambitne cele. Istniejąca infrastruktura i zbiory danych zostały zintegrowane i ujednolicone w możliwie największym stopniu. W istocie nie ma ograniczeń dla przyszłej automatyzacji i optymalizacji procesów tworzenia wartości dla klienta w firmie Henkel.
„Firma Henkel zawsze miała dar do wdrażania kreatywnych pomysłów na efektywną redukcję kosztów w firmie produkcyjnej dzięki oszczędzaniu zużycia energii. Prawdziwym wyzwaniem jest tutaj posiadanie dobrej puli danych.”
Dr. Johannes Holtbrügge Henkel, Menedżer projektu EMS w firmie Henkel.
W przyszłości Henkel będzie konsekwentnie dążyła do osiągnięcia swoich ambitnych celów w zakresie zrównoważonego rozwoju. Ta przyszłość ściśle wiąże się z cyfrową transformacją procesów tworzenia wartości dla klienta.
Stwórz własny System Zarządzania Energią. W ten sposób dowiesz się, ile energii zużywa Twój wydział produkcji. Oszczędzisz nawet do -20% kosztów energii. Zobacz nasze referencje.
odpowiada dr Dirk Holbach, Wiceprezes ds. łańcucha dostaw w wydziale środków piorących i pielęgnacji domu firmy Henkel:
1. Jaka jest Pańska wizja zrównoważonego zarządzania łańcuchem dostaw w firmie Henkel?
„Zrównoważony rozwój i efektywne wykorzystanie zasobów są mocno zakorzenione w wartościach firmy Henkel – i to nie jest u nas nic nowego. Byliśmy jedną z pierwszych firm produkcyjnych, które rozpoczęły publikowanie rocznego raportu dotyczącego zrównoważonego rozwoju. Naszą ambicją są cele długoterminowe i jesteśmy dumni, że nasze zaangażowanie jest doceniane przez osoby z zewnątrz. Firma produkcyjna Henkel znalazła się już w indeksie Dow Jones Sustainability Index (DJSI) co najmniej 15 razy, a w tym roku występuje jako lider swojej grupy branżowej. Wkład łańcucha dostaw w rozwój zrównoważony jest znaczący, ponieważ dzięki naszym licznym fabrykom i magazynom mamy ogromny potencjał do wprowadzania ulepszeń, którymi dysponujemy”
2. Jakie korzyści dla Henkel płyną z projektu systemu zarządzania energią EMS?
„W projekcie tym z powodzeniem udostępniamy w czasie rzeczywistym dane dotyczące naszego globalnego zużycia energii menedżerom łańcucha dostaw. Jest to ogromny krok naprzód. Szczególnie po wprowadzeniu jasnych działań optymalizacyjnych w ciągu ostatnich kilku lat, coraz bardziej skupiamy się na analizie porównawczej. Dzięki temu możemy nadal znacząco przyczyniać się do osiągania naszych celów w zakresie zrównoważonego rozwoju”.
3. Dlaczego wybraliście rozwiązania Wonderware do transformacji cyfrowej?
„Dla firmy Henkel ważne jest posiadanie globalnego partnera, który czynnie nas wspiera w naszej działalności w zakresie produktów szybkozbywalnych (FMCG). Jedną z głównych zalet była modułowa struktura rozwiązań Wonderware, pozwalająca na wybieranie modułów w oparciu o indywidualne wymagania i szybkie ich wdrażanie”.
Opracowano na podstawie materiałów firmy AVEVA – www.aveva.com
Menedżer produktu: robota edukacyjnego Astorino oraz redaktor, autor i korektor tekstów. Od 13 lat w marketingu branży przemysłowej. Przez 10 lat była redaktorem naczelnym Biuletynu Automatyki ASTOR. Współautor i redaktor wielu artykułów typu case study, informacji prasowych, scenariuszy do filmów typu case study, treści folderów firmowych i postów do mediów społecznościowych. Koordynator content marketingu robotyki przemysłowej i edukacyjnej w ASTOR. Wielbicielka nauki języków obcych, ze szczególnym uwzględnieniem gramatyki, ortografii i etymologii.
Temat jest dla Ciebie interesujący? Napisz wiadomość do autora i zdobądź ciekawy kontakt.
Nagroda Control Engineering Polska dla pozycjonerów spawalniczych ASTOR Green Welding
Firma ASTOR znalazła się w gronie wyróżnionych przez ekspertów firm, w konkursie Produkt Roku 2017, organizowanym przez magazyn oraz Control Engineering Polska. W rozstrzygniętym konkursie, pozycjonery spawalnicze ASTOR Green Welding z oferty firmy ASTOR zwyciężyły w kategorii Osprzęt Robotyki.
W konkursie wzięło udział niemal 100 produktów zgłoszonych przez firmy oraz opisywanych na łamach magazynu branżowego Control Engineering Polska. Produkt Roku 2017 wybierali zaproszeni do jury eksperci ze znanych ośrodków naukowo-technicznych w Polsce. Produkty były oceniane według następujących kryteriów: innowacyjność produktu, przydatność w praktyce, łatwość w użyciu, potencjalne zyski ekonomiczne i pozaekonomiczne związane z zastosowaniem produktu.
ASTOR Green Welding to kompletna oferta firmy ASTOR w zakresie zrobotyzowanego spawania, oparta na robotach Kawasaki, funkcjonalnych pozycjonerach wielu typów i sprawdzonych źródłach spawalniczych wraz z osprzętem.
Decydując się na odpowiedni wariant ASTOR Green Welding, otrzymujemy zestaw komponentów pozwalających na realizację zrobotyzowanego spawania z oczekiwanym stopniem automatyzacji. Warianty cel spawalniczych zostały tak przygotowane, aby mogły z nich skorzystać zarówno firmy integratorskie, jak i przedsiębiorcy oczekujący rozwiązania „pod klucz”.
Szeroka oferta Kawasaki pozwala dobrać robota spawalniczego idealnie pasującego do zadania. Smukłe ramię, przelotowy nadgarstek (hollow wrist) oraz zintegrowane przewody poprowadzone wewnątrz ramienia robota sprawiają, że może on pospawać każdy kształt i położyć precyzyjnie każdą spoinę.
Pozycjonery spawalnicze – spawanie robotem więcej i lepiej!
Pozycjoner spawalniczy jest to urządzenie pozwalające automatycznie manipulować elementem podczas realizacji przez robota procesu produkcyjnego. Podstawowym zastosowaniem są aplikacje spawania, ale stosuje się je również w malowaniu, klejeniu, uszczelnianiu czy szlifowaniu. Prawdziwa moc pozycjonera wynika z faktu, że jego ruchy są sterowane z kontrolera robota. Wspólne sterowanie pozwala zsynchronizować ruchy robota z ruchami pozycjonera. Oznacza to, że każda trajektoria ruchu może zostać wyznaczona jako złożenie dwóch ruchów: robota i pozycjonera. Umożliwia to realizację skomplikowanych geometrycznie ruchów z zachowaniem optymalnego położenia narzędzia.
Pozycjonery firmy ASTOR zostały zaprojektowane w taki sposób, aby ułatwić integrację systemów zrobotyzowanych. Modułowość, przelotowe przekładnie (prowadzenie przewodów wewnątrz konstrukcji), wytrzymałość i uniwersalność to tylko niektóre zalety naszych rozwiązań. Dodatkowo w razie zmiany koncepcji stanowiska lub zastosowania robota w inny sposób, pozycjoner można łatwo zmodyfikować do realizacji nowego zadania właśnie dzięki modułowej konstrukcji.
mówi Marek Niewiadomski, Specjalista ds. Pozycjonerów, ASTOR.
Oferta pozycjonerów ASTOR Green Welding
ASTOR dostarcza pełen asortyment pozycjonerów: od pozycjonerów jednoosiowych z osią pionową (stoły obrotowe) lub poziomą (z lub bez dodatkowej podpory), przez pozycjonery dwuosiowe realizujące obrót w osi poziomej i pionowej, aż po multipozycjonery o wielu osiach, których przykładem jest pozycjoner H, posiadający dwa stanowiska robocze z obrotem w osi poziomej oraz dodatkowy napęd realizujący obrót w osi pionowej. Pozycjonery mogą manipulować produktami o masie od kilku do nawet 1000 kg. Każdy z pozycjonerów może zostać przygotowany w wykonaniu specjalnym uwzględniającym indywidualne potrzeby aplikacji.
Pozycjonery ASTOR Green Welding dedykowane są do współpracy z robotami Kawasaki, ale mogą zostać również przygotowane w konfiguracji pozwalającej na współpracę z robotami przemysłowymi innych producentów. Dzięki zastosowaniu oryginalnych japońskich części Kawasaki cechują się one wysoką niezawodnością i precyzją podobnie jak roboty.
Wybór robota i pozycjonera od firmy ASTOR pozwala znacząco skrócić czas wdrożenia. Pozycjoner dostarczany jest odpowiednio skonfigurowany, aby mógł pracować razem z robotem Kawasaki zaraz po podłączeniu do prądu. Bardzo istotnym atutem jest również jakość i niezawodność pozycjonerów ASTOR Green Welding. Często kluczowy w powodzeniu inwestycji jest termin dostawy. Zarówno roboty Kawasaki, jak i pozycjonery utrzymywane są w krakowskim magazynie firmy ASTOR. Większość z zamówień jesteśmy w stanie zrealizować w 2-4 tygodnie.
Pozycjonery spawalnicze ASTOR w konkursie Control Engineering Polska
Celem corocznego konkursu Control Engineering Polska „Produkt Roku” jest promocja urządzeń i rozwiązań technicznych, mających zastosowanie w przemyśle, służących do produkcji, jej organizacji oraz optymalizacji. Do konkursu mogą być zgłaszane produkty krajowe i zagraniczne, które pojawiły się na polskim rynku w roku ogłoszenia konkursu.
Menedżer produktu: robota edukacyjnego Astorino oraz redaktor, autor i korektor tekstów. Od 13 lat w marketingu branży przemysłowej. Przez 10 lat była redaktorem naczelnym Biuletynu Automatyki ASTOR. Współautor i redaktor wielu artykułów typu case study, informacji prasowych, scenariuszy do filmów typu case study, treści folderów firmowych i postów do mediów społecznościowych. Koordynator content marketingu robotyki przemysłowej i edukacyjnej w ASTOR. Wielbicielka nauki języków obcych, ze szczególnym uwzględnieniem gramatyki, ortografii i etymologii.
Temat jest dla Ciebie interesujący? Napisz wiadomość do autora i zdobądź ciekawy kontakt.
Nowoczesna integracja warstwy biznesowej z warstwą automatyki dzięki rozwiązaniom Wonderware (obecnie AVEVA) w Farm Frites S.A.
Dzięki nowemu rozwiązaniu po raz pierwszy w historii fabryki stało się możliwe łączenie na wyższym poziomie komunikacji systemów w różnych częściach zakładu. Ujednolicenie oprogramowania było krokiem milowym w rozwoju fabryki.
Dobrze zintegrowane ze sobą warstwy biznesowa i automatyki znacząco wpływają na wydajne funkcjonowanie przedsiębiorstwa. Aby taka integracja była możliwa, potrzebne jest rozwiązanie, które umożliwia sprawną koordynację pracy wielu urządzeń i systemów jednocześnie.
Duża różnorodność systemów i składających się na nie elementów, ograniczone możliwości podglądu bieżącego stanu pracy urządzeń czy ich awarii, to tylko niektóre z wyzwań, jakie skłoniły firmę Farm Frites S.A. do poszukiwania jednorodnej platformy, która pomogłaby podnieść poziom komunikacji systemów, funkcjonujących w różnych częściach zakładu. Odpowiedzią na te potrzeby okazały się rozwiązania Wonderware (obecnie AVEVA).
Czołowy producent
Przedsiębiorstwo Farm Frites Poland S.A. (FFP) należy do czołówki producentów mrożonych frytek w Europie Środkowo-Wschodniej.
Firma
została założona w 1993 roku jako joint venture dwóch holenderskich producentów
wyrobów ziemniaczanych: Aviko B.V. i Farm Frites B.V. Jesienią 1994 roku,
zaledwie 12 miesięcy po rozpoczęciu budowy, nastąpiło otwarcie fabryki i
uruchomienie linii produkującej frytki w Polsce.
Na decyzję o
lokalizacji fabryki w Lęborku wpływ miał sprzyjający uprawie ziemniaków klimat
oraz okoliczne gleby klasyfikowane jako tzw. „I Strefa Zdrowotności Ziemniaka”.
Pomocne było również pozytywne nastawienie władz Lęborka, które traktowały
potencjalną inwestycję jako szansę dla rozwoju miasta.
Siedziba firmy Farm Frites Poland S.A.
W lipcu 2004 roku została uruchomiona linia placków ziemniaczanych, natomiast w lipcu 2011 roku linia płatków ziemniaczanych. Obecnie trzy nowoczesne linie umożliwiają fabryce wytwarzanie około 60 różnych rodzajów produktów, które trafiają na stoły klientów indywidualnych i gastronomicznych w wielu krajach Europy oraz poza nią. Obecnie w Farm Frites Poland S.A. pracuje 211 osób, a ilość ziemniaków wykorzystywanych do produkcji w ciągu roku wynosi ponad 200.000 ton. Firma FFP jest obecnie producentem mrożonych wyrobów ziemniaczanych dla jednych z najbardziej znanych marek: Aviko, Farm Frites i McDonald’s.
Trudności w fabryce
Poszczególne elementy, z których budowano fabrykę w Polsce, były kupowane w różnych miejscach na świecie, co powodowało dużą heterogeniczność systemów. Początkowo linia produkcyjna pracowała na sterownikach S5 i wizualizacji iFix. Maszynownia chłodnicza była oparta na systemie Andower 256 M i wizualizacji MonitorII. Kolejny zakupiony system sterowania pod potrzeby zakładowej oczyszczalni ścieków to sterowniki TI serii 405 i kanadyjska wizualizacja IC 2000.
Taka różnorodność instalacji powodowała trudności w utrzymaniu porządku w fabryce i – co za tym idzie – potrzebę ujednolicenia systemów. Dynamiczny rozwój fabryki, nowe technologie, chęć podwyższania efektywności produkcji spowodowała potrzebę zakupu nowych rozwiązań. Jądro fabryki, czyli linię produkcyjną, zunifikowano w oparciu o jednorodną platformę sterowników programowalnych.
Rozwiązanie
Podczas doboru platformy wizualizacyjnej rozważano dwie główne kandydatury: ASTOR oraz ówczesnego przedstawiciela firmy Intellution. O ostatecznym wyborze zadecydowało profesjonalne podejście do klienta firmy ASTOR oraz łatwość implementacji oprogramowania Wonderware (obecnie AVEVA) InTouch. Inżynier łatwo nabywał umiejętności szybkiego stosowania tego systemu, co jednoznacznie wpłynęło na wybór tego rozwiązania.
Wizualizacja procesu sortowania frytek w oprogramowaniu Wonderware (obecnie AVEVA) InTouch
Wizualizacja procesu uzdatniania wody w oprogramowaniu Wonderware (obecnie AVEVA) InTouch
Etapy realizacji
Wymiana systemu odbywała się etapami. W pierwszym etapie zainstalowano oprogramowanie Wonderware (obecnie AVEVA) InTouch na głównej linii produkcyjnej i instalacji amoniakalnej. Integratorami były firmy: Virkon i Atempol.
Potem przyszła kolej na wymianę wizualizacji na oczyszczalni. Migracja na system Wonderware (obecnie AVEVA) była jednocześnie migracją hardware’ową. Wymieniono nie tylko wizualizację, ale i cały sprzęt komputerowy. Wcześniejsze systemy na oczyszczalni i sprężarkowni amoniakalnej były przestarzałe technologicznie i miały dużo mniejsze możliwości niż Wonderware (obecnie AVEVA) InTouch.
Trendy historyczne Wonderware (obecnie AVEVA) InTouch służą operatorom do analiz krótko- i średniookresowych. Natomiast Wonderware (obecnie AVEVA) Historian wraz z Wonderware (obecnie AVEVA) Historian Client służą technologom do analiz długookresowych. Wonderware (obecnie AVEVA) Historian dostarcza również dane dla aplikacji typu Business Intelligence (aplikacje raportowe od innych dostawców).
Efekty wdrożenia
Przede wszystkim, nowe oprogramowanie wniosło nową jakość do wizualizacji procesów i parametrów technologicznych. Rozszerzone możliwości podglądu i zmiany nastaw technologicznych na liniach produkcyjnych, oczyszczalni ścieków i w systemie chłodniczym w znaczącym stopniu ułatwiły pracę na tych obiektach. Bieżący podgląd stanu pracy, awarii, włączenia i wyłączenia urządzeń dawał ogromny komfort pracy i zapobiegał przestojom produkcyjnym. Kolejnym ważnym elementem była możliwość zapisywania podstawowych danych adresowych aparatury elektrycznej i tym samym odejście od schematów elektrycznych, a co za tym idzie – oszczędność czasu pracy.
Ujednolicenie architektury systemu dało także znaczne oszczędności licencyjne i sprzętowe i de facto obniżyło koszty związane z zakupem i utrzymaniem infrastruktury, tym samym odciążając działy IT.
Integracja warstwy biznesowej z warstwą automatyki
Dzięki szerokim możliwościom komunikacyjnym oprogramowania zoptymalizowano wymianę danych z innymi systemami przemysłowymi, uzyskując kontrolę procesów produkcji (w tym stanu pracy czy awarii) i jej precyzyjne raportowanie. Zastosowane rozwiązania ułatwiły integrację warstwy biznesowej z warstwą automatyki.
Elastyczność architektury systemu InTouch pozwoliła na przeprowadzenie, nietypowego dla aplikacji typu SCADA, wdrożenia. Dzięki możliwościom komunikacyjnym Wonderware (obecnie AVEVA) InTouch udało się zbudować system bezobsługowo integrujący linię paletyzacji z zakładowym systemem ERP – QAD Application Suite SE.
Proces sortowania frytek
Tak naprawdę udało się zastosować system wizualizacji do systemu, który nie służy do wizualizacji jako takiej, a do koordynacji pracy kilku różnych systemów oraz szeregu urządzeń. System zarządza wymianą danych pomiędzy sterownikami, drukarkami, skanerem i wspomnianym systemem ERP.
Podsumowanie
WYZWANIA
wizualizacja parametrów technologicznych z możliwością zamiany nastaw,
bieżący podgląd stanu pracy, awarii, włączenia i wyłączenia urządzeń,
zdalny dostęp dla operatorów oraz personelu technicznego,
prowadzenie analiz krótko-, średnio- i długookresowych.
CELE
redukcja kosztów IT,
odciążenie działów IT,
łatwa integracja warstwy biznesowej z warstwą automatyki.
PRODUKTY / ROZWIĄZANIA / USŁUGI
Wonderware (obecnie AVEVA) InTouch,
Wonderware (obecnie AVEVA) Historian,
Wonderware (obecnie AVEVA) Historian Client.
KORZYŚCI
ujednolicenie różnych systemów obsługujących procesy produkcyjne,
precyzyjna kontrola procesów produkcji i raportowanie,
oszczędności licencyjne i sprzętowe,
łączenie na wyższym poziomie komunikacji systemów w różnych częściach zakładu.
Obecnie fabryka pracuje na farmie serwerów wirtualnych, co pozwala na zdalny dostęp operatorom oraz personelowi technicznemu. Świadomość możliwości tego systemu rosła wraz z czasem jego użytkowania. W tej chwili jest to jeden z najważniej systemów informatycznych w firmie.
W
trakcie wdrażania oraz eksploatacji zakupionego oprogramowania nad wyraz cenne
okazało się wsparcie techniczne udzielane przez firmę ASTOR, dzięki któremu
udało się rozwiązać wszystkie trudne zagadnienia związane z każdym etapem prac.
Linia produkcji płatków ziemniaczanych
“Dzięki nowemu rozwiązaniu poraz pierwszy w historii fabryki stało się możliwe łączenie na wyższym poziomie komunikacji systemów w różnych częściach zakładu. Ujednolicenie oprogramowania było krokiem milowym w rozwoju fabryki” – Piotr Kowalski, Starszy specjalista ds. informatyki przemysłowej, Farm Frites S.A.
autorzy:
Piotr Kowalski Starszy specjalista ds. informatyki przemysłowej, Farm Frites SA
Menedżer produktu: robota edukacyjnego Astorino oraz redaktor, autor i korektor tekstów. Od 13 lat w marketingu branży przemysłowej. Przez 10 lat była redaktorem naczelnym Biuletynu Automatyki ASTOR. Współautor i redaktor wielu artykułów typu case study, informacji prasowych, scenariuszy do filmów typu case study, treści folderów firmowych i postów do mediów społecznościowych. Koordynator content marketingu robotyki przemysłowej i edukacyjnej w ASTOR. Wielbicielka nauki języków obcych, ze szczególnym uwzględnieniem gramatyki, ortografii i etymologii.
Temat jest dla Ciebie interesujący? Napisz wiadomość do autora i zdobądź ciekawy kontakt.
Zrobotyzowane spawanie odpowiedzią na rosnące wymagania rynkowe. Robotyzacja stanowiska w firmie MIKRUT pozwoliła nie tylko utrzymać wysoką jakość wyrobów metalowych przy zwiększonym zapotrzebowaniu, ale także skrócić czas realizacji zamówień i terminów dostaw.
Cele:
podnoszenie konkurencyjności
wzrost wydajności
zapewnienie powtarzalnej wysokiej jakości
Korzyści:
skrócenie czasu realizacji zamówienia
terminowość dostaw
wysoka jakość detali w projektach pod kontrakty, przy zapewnieniu bezpieczeństwa pracy operatorów stanowiska
O firmie
Firma Mikrut jest zlokalizowana na południu Polski, w Gorlicach. Zakład produkcyjno-usługowy od ponad 30 lat działa w trzech obszarach: produkcji wyrobów z metalu, transporcie i spedycji na rynku krajowym i międzynarodowym oraz mechanice pojazdowej samochodów osobowych i ciężarowych.
W zakresie produkcji, od początku działalności, firma koncentruje się głównie na dostarczaniu wyrobów z metalu na rynek niemiecki, szwajcarski oraz francuski. Są to w przeważającej części kontrakty długoterminowe. Klienci z Europy Zachodniej mają bardzo wysokie wymagania, szczególnie jeśli chodzi o finalną jakość produktów i terminowe dostawy.
„Konsekwentnie inwestowałem w nowe technologie, co pozwoliło mi z sukcesem prowadzić firmę przez tyle lat i nawiązać długoletnią współpracę z kontrahentami z Niemiec”
– opowiada Sylwester Mikrut.
W dziedzinie produkcji, Mikrut specjalizuje się szczególnie w wykrawaniu i gięciu elementów na prasach mimośrodowych i hydraulicznych o nacisku od 6 do 100 ton, cięciu na piłach taśmowych profili z materiałów kolorowych i stalowych, cięciu na nożycach gilotynowych, spawaniu w osłonach gazów szlachetnych stali zwykłej i stali nierdzewnej (chromoniklowej), nitowaniu elementów metodą tradycyjną i obrotową oraz obróbce strumieniowej wyrobów wykonanych ze stali nierdzewnej.
Wyroby z metalu po ich wykonaniu w zależności od potrzeb klienta są cynkowane ogniowo lub galwanicznie, chromowane, niklowane, malowane proszkowo i w technologii KTL.
Wyzwania
Wśród wielu produktów produkowanych przez firmę MIKRUT znajdują się m.in. gotowe metalowe kraty antywłamaniowe do budynków mieszkalnych i domów jednorodzinnych, głównie dla odbiorców z Europy Zachodniej.
W ciągu ostatnich lat zapotrzebowanie na skuteczne zabezpieczenie posiadłości wzrosło na tamtejszym rynku ponad 7-krotnie. Organizacja spawania 2 rodzajów tych krat w oparciu o pracę manualną przestała wystarczać, by sprostać nadchodzącym zamówieniom. Dodatkowo planowano zadbać o bezpieczeństwo pracowników oraz poprawić estetykę spoin. Zdecydowano się na robotyzację procesu spawania.
Rozwiązanie zrobotyzowane dostarczyła firma ASTOR.
„Zrobotyzowane spawanie sprawdza się w branży metalowej i charakteryzuje się szybkim zwrotem z inwestycji”
– opowiada Łukasz Mąka, specjalista ds. automatyzacji i robotyzacji w firmie ASTOR.
Cela spawalnicza składa się z robota Kawasaki BA006N dedykowanego do spawania, źródła spawalniczego oraz wygrodzenia zapewniającego bezpieczeństwo pracy. Za budowę i wdrożenie stanowiska odpowiedzialna była firma integratorska ACARS z Krakowa.
„Nasza firma specjalizuje się w budowie zrobotyzowanych stanowisk spawalniczych. Dzięki wykwalifikowanemu zespołowi i wykorzystaniu sprawdzonych rozwiązań, wdrożenie stanowiska w firmie Mikrut zajęło nam zaledwie 3 tygodnie”
– opowiada Dawid Żuchowski, właściciel firmy ACARS.
Integralną częścią wdrożonego przez ACARS rozwiązania jest system sterowania Astraada One. Obsługa stanowiska korzysta z panelu operatorskiego Astraada do uruchamiania stanowiska, wizualizacji jego pracy oraz diagnostyki robota i źródła spawalniczego.
„Zastosowanie robota Kawasaki znacznie zwiększyło wydajność stanowiska. Teraz możemy dostarczać nasze produkty szybciej niż konkurencyjne firmy”
– kontynuuje Sylwester Mikrut.
Robotyzacja nie eliminuje pracy ludzkiej w procesie produkcji. Spawacz pracujący niegdyś na tym stanowisku pracuje w firmie nadal – aktualnie jest operatorem robota. Robot spawa tylko 2 rodzaje krat, przy produkcji innych detali metalowych pracują spawacze
„To prawdopodobnie pierwszy robot Kawasaki w Gorlicach i okolicy. Spełniłem moje marzenie. Jestem dumny, że w mojej firmie działa robot przemysłowy. Nie mam żadnych obaw wobec robotyzacji i planuję dalszą modernizację zakładu”
Menedżer produktu: robota edukacyjnego Astorino oraz redaktor, autor i korektor tekstów. Od 13 lat w marketingu branży przemysłowej. Przez 10 lat była redaktorem naczelnym Biuletynu Automatyki ASTOR. Współautor i redaktor wielu artykułów typu case study, informacji prasowych, scenariuszy do filmów typu case study, treści folderów firmowych i postów do mediów społecznościowych. Koordynator content marketingu robotyki przemysłowej i edukacyjnej w ASTOR. Wielbicielka nauki języków obcych, ze szczególnym uwzględnieniem gramatyki, ortografii i etymologii.
Temat jest dla Ciebie interesujący? Napisz wiadomość do autora i zdobądź ciekawy kontakt.
Człowiek najlepszą inwestycją. Jak finansować rozwój swoich inżynierów?
Szybkość i dynamika współczesnych zmian technologicznych mobilizują ambitne firmy do wielotorowego rozwoju. Nie chodzi wyłącznie o rozbudowę infrastruktury czy modyfikację procesów produkcyjnych, ale także o rozwój pracowników. Ten z kolei wymaga zdobywania nowych umiejętności i poszerzania kompetencji, które wiążą się z ponoszeniem kosztów. Jak zatem pozyskać środki na szkolenia?
Tym przedsiębiorcom, którzy stoją przed dylematem, czy zainwestować w szkolenie swoich pracowników, a co za tym idzie: we wzmacnianie pozycji swojej firmy na rynku, z pomocą przychodzą programy, które w części lub nawet w całości, pokrywają wydatki związane z kursami. Możliwości otrzymania pieniędzy jest kilka.
Pierwszą z nich są Fundusze Unijne. Na lata 2014 – 2020 Polska otrzymała ponad 80 mld euro na realizację wyznaczonych zadań tematycznych polityki spójności. Proces uzyskania środków skupia się na określeniu celu, na który przeznaczone mają być pieniądze; znalezieniu programu operacyjnego, osi priorytetowej oraz działania, które wybrany cel mogą sfinansować; odszukaniu podmiotu, który ogłosi konkurs w ramach wybranego działania i w końcu złożenia wniosku o dofinansowanie.
Drugą metodą jest skorzystanie z Krajowego Funduszu Szkoleniowego, dzięki któremu można uzyskać nawet do 100% zwrotu kosztów poniesionych na rozwój pracowników. Każdego roku KFS ogłasza kalendarium konkursów w poszczególnych województwach oraz pulę funduszy, jaką dysponuje. Pieniądze można przeznaczyć zarówno na określenie potrzeb szkoleniowych firmy, kursy, studia podyplomowe, czy egzaminy umożliwiające uzyskanie dyplomów potwierdzających nabycie umiejętności oraz koszty pośrednie wynikające z udziału w szkoleniach.
Trzecią opcją jest skorzystanie z Programu Bonów Szkoleniowych. Przedsiębiorca sam wybiera instytucję oraz odpowiadające mu usługi, jak na przykład szkolenia, doradztwo, coaching, mentoring, e-learning czy studia podyplomowe, i rozlicza je za pomocą wspomnianych bonów szkoleniowych. Wszystkie kursy, dostępne w tym systemie, znajdują się w Bazie Usług Rozwojowych, prowadzonej przez Polską Agencją Rozwoju Przedsiębiorczości. Aby tam zaistnieć, firmy szkoleniowe muszą uzyskać akredytację, potwierdzającą najwyższy poziom świadczonych usług i przekazywanej wiedzy.
W procesie pozyskiwania funduszy na rozwój pracowników, przedsiębiorców wspierają przedstawiciele Akademii ASTOR. Wspólnie z klientami zrealizowali dotychczas wiele projektów, na które środki pochodziły z Krajowego Funduszu Szkoleniowego oraz Unii Europejskiej. W 2017 roku Akademia ASTOR dołączyła do elitarnego grona 200 – spośród 6000 – firm szkoleniowych, które uhonorowane zostały Znakiem Jakości Małopolskich Standardów Usług Edukacyjno-Szkoleniowych (MSUES). Dzięki temu wszystkie prowadzone szkolenia znalazły się w Bazie Usług Rozwojowych, co uprawnia kursantów do płacenia za nie Bonami Szkoleniowymi.
Menedżer produktu: robota edukacyjnego Astorino oraz redaktor, autor i korektor tekstów. Od 13 lat w marketingu branży przemysłowej. Przez 10 lat była redaktorem naczelnym Biuletynu Automatyki ASTOR. Współautor i redaktor wielu artykułów typu case study, informacji prasowych, scenariuszy do filmów typu case study, treści folderów firmowych i postów do mediów społecznościowych. Koordynator content marketingu robotyki przemysłowej i edukacyjnej w ASTOR. Wielbicielka nauki języków obcych, ze szczególnym uwzględnieniem gramatyki, ortografii i etymologii.
Temat jest dla Ciebie interesujący? Napisz wiadomość do autora i zdobądź ciekawy kontakt.
Jesteś pasjonatem nowoczesnych technologii? Interesuje Cię robotyka jako hobby albo zawód przyszłości? Chcesz odkryć w sobie nową pasję? Trwa Europejski Tydzień Robotyki.
Wśród ponad 1000 wydarzeń organizowanych z tej okazji jest także Dzień Otwarty ASTOR Innovation Room, który odbędzie się w krakowskiej firmie ASTOR w dniu 24 listopada.
Organizowany już po raz siódmy Europejski Tydzień Robotyki trwa w dniach 20-23 listopada, ale już od 17 i aż do 26 listopada wybrane laboratoria, muzea, uniwersytety i ośrodki badawcze oraz firmy zaangażowane w robotykę będą przybliżać zainteresowanym zagadnienia związane z nowymi technologiami.
Wydarzenie to ma na celu popularyzację studiów na kierunku Automatyka i Robotyka, dlatego skierowane jest głównie do uczniów szkół średnich lub pierwszych lat studiów. Tematyką robotyki mogą zainteresować się również uczniowie starszych klas szkół podstawowych oraz gimnazjów.
W ramach wydarzenia organizowanego w ASTOR Innovation Room, interaktywnej wystawie robotyki w centrum Krakowa, o ciekawych projektach opowiedzą studenci – członkowie Koła Naukowego AGH Space Systems i inżynierowie robotycy ASTOR, firmy związanej z robotyką i automatyką od 30 lat.
Robotyka wychodzi z laboratoriów, coraz częściej przenika do naszej codzienności. Obecnie mówimy o robotyce w kontekście ciekawych aplikacji, o które w dużej mierze opiera się rynek startupów.
stwierdza Krzysztof Walas, adiunkt na Politechnice Poznańskiej i pasjonat robotyki, narodowy koordynator ETR i dodaje, że robotyka jest ważna i potrzebna. Dlatego też w promowanie tej dziedziny zaangażowała się organizacja eu-Robotics działająca we współpracy z Komisja Europejską. Jej głównymi zadaniami są generowanie tematów badawczych w Europie oraz popularyzacja nowoczesnych technologii.
Zapraszamy na pokazy aplikacji, prelekcje, możliwość samodzielnego uruchomienia aplikacji, samodzielnego zaprogramowania prostych ruchów robota i wiele innych wyzwań.
ASTOR Innovation Room, prz ul. Smoleńsk 29 w Krakowie będzie udostępniony w piątek 24.XI.2017 w godzinach 10 – 13.00.
Roboty znajdujące się w ASTOR Innovation Room można zobaczyć w każdy czwartek i piątek w godzinach 17.00-20.00 oraz w sobotę i niedzielę od 10.00-20.00 w witrynie i uruchomić zwykłym SMS-em. Szczegółowa, ale zarazem krótka instrukcja podana jest na ekranach w witrynie AIR – ul. Smoleńsk 29 w Krakowie.
Menedżer produktu: robota edukacyjnego Astorino oraz redaktor, autor i korektor tekstów. Od 13 lat w marketingu branży przemysłowej. Przez 10 lat była redaktorem naczelnym Biuletynu Automatyki ASTOR. Współautor i redaktor wielu artykułów typu case study, informacji prasowych, scenariuszy do filmów typu case study, treści folderów firmowych i postów do mediów społecznościowych. Koordynator content marketingu robotyki przemysłowej i edukacyjnej w ASTOR. Wielbicielka nauki języków obcych, ze szczególnym uwzględnieniem gramatyki, ortografii i etymologii.
Temat jest dla Ciebie interesujący? Napisz wiadomość do autora i zdobądź ciekawy kontakt.
Finał 19. konkursu prac dyplomowych ASTOR – już wkrótce
Do 10 października 2017 r. studenci kierunków technicznych i uczniowie szkół średnich o profilu technicznym mogą nadsyłać zgłoszenia do dziewiętnastej już edycji konkursu ASTOR na najlepszą pracę dyplomową.
Przed osobami podejmującymi wyzwanie konkursowe otwierają się możliwości zdobycia ciekawej pracy, nawiązania kontaktów z ekspertami z branży czy wreszcie wygrania nagrody pieniężnej.
Zobacz film z poprzedniej edycji:
Tematyka prac zgłaszanych do konkursu może być związana z systemami sterowania linią produkcyjną, monitoringiem i wizualizacją procesów przemysłowych, automatyzacją procesów produkcyjnych czy stanowiskami zrobotyzowanymi. Przy ocenie prac konkursowych, jury kieruje się ich innowacyjnością, poziomem technicznego wykonania oraz możliwością wdrożenia w praktyce. Finał tegorocznej edycji konkursu odbędzie się 24 listopada 2017 r. na Stadionie Miejskim w Krakowie.
Polskie uczelnie zmieniają się, odważnie wchodząc w świat nowoczesności. Kształcą innowatorów, którzy mają moc zmieniania gospodarki. Konkurs ASTOR może być jednym z etapów na tej ciekawej drodze.
zachęca do startowania w konkursie Stefan Życzkowski, prezes firmy ASTOR i przewodniczący jury konkursowego.
Prezentowane projekty konkursowe często znajdują zastosowanie w realnych aplikacjach i bywają wdrażane w polskich przedsiębiorstwach. Specjaliści z ASTOR służą uczestnikom konkursu wsparciem merytorycznym oraz udostępniają zaawansowane zaplecze technologiczne. Autorzy najlepszych prac otrzymują nagrody pieniężne. Katedra, w której laureat(ka) pierwszej nagrody Konkursu Prac Dyplomowych pisał(a) pracę, otrzyma zestaw edukacyjny wyposażony w sterownik PLC, dotykowy panel operatorski, przemiennik częstotliwości oraz element wykonawczy.
Zgłaszane prace wraz z wypełnionym formularzem należy przesyłać e-mailem na adres: konkursprac@astor.com.pl lub pocztą na adres:
ASTOR Sp. z o.o. „Konkurs prac dyplomowych” ul. Smoleńsk 29 31-112 Kraków
Konkurs Prac ASTOR został wyróżniony przez Forum Odpowiedzialnego Biznesu w obszarze edukacyjnych działań CSR w raporcie „Odpowiedzialny Biznes w Polsce 2010. Dobre praktyki.”
Menedżer produktu: robota edukacyjnego Astorino oraz redaktor, autor i korektor tekstów. Od 13 lat w marketingu branży przemysłowej. Przez 10 lat była redaktorem naczelnym Biuletynu Automatyki ASTOR. Współautor i redaktor wielu artykułów typu case study, informacji prasowych, scenariuszy do filmów typu case study, treści folderów firmowych i postów do mediów społecznościowych. Koordynator content marketingu robotyki przemysłowej i edukacyjnej w ASTOR. Wielbicielka nauki języków obcych, ze szczególnym uwzględnieniem gramatyki, ortografii i etymologii.
Temat jest dla Ciebie interesujący? Napisz wiadomość do autora i zdobądź ciekawy kontakt.
WIŚNIOWSKI – cyfrowa indywidualizacja w fabryce przyszłości
Automatyzacja produkcji nie tylko zapewnia doskonałą jakość wyrobów, ale także poprawia warunki pracy oraz optymalizuje procesy technologiczne. Jakie technologie składają się na Fabrykę Przyszłości w firmie Wiśniowski?
O firmie
WIŚNIOWSKI to prawie 30 lat kompetencji w branży budowlanej. Inwestycje w nowe technologie, podnoszenie jakości i rozszerzenie oferty, a także innowacyjność i wkraczanie na nowe rynki to cechy, które pozwoliły osiągnąć firmie miano lidera. WIŚNIOWSKI jest dowodem na to, że polskie firmy mogą odnosić sukcesy nie tylko na rodzimym gruncie, ale także na zagranicznych rynkach. Produkty marki WIŚNIOWSKI są sprzedawane w 2500 punktach w Europie. Obecnie w firmie zatrudnionych jest prawie 1700 osób.
Siedziba firmy WIŚNIOWSKI w Wielogłowach
Widok na obiekty firmy WIŚNIOWSKI z lotu ptaka
WIŚNIOWSKI realizuje produkcję w oparciu o Zintegrowany System Zarządzania Jakością. Wszystkie elementy ogrodzeń i bram przemysłowych WIŚNIOWSKI są wycinane laserowo, spawane robotowo i poddawane najlepszym metodom ochrony antykorozyjnej w postaci cynkowania i malowania proszkowego. Powłoka cynkowa uzyskiwana w procesie zanurzenia uprzednio oczyszczonej chemicznie konstrukcji w kąpieli ciekłego cynku, chroni elementy ogrodzeń WIŚNIOWSKI przed korozją przez dziesiątki lat. Estetyczny i oryginalny wygląd finalnego produktu zapewnia dodatkowa możliwość zastosowania poliestrowej powłoki ochronnej, w dowolnym z ponad 200 kolorów z palety RAL.
Innowacja jest również obecna w ofercie produktowej marki. Przykładem jest system sterowania inteligentnego smartCONNECTED do bram garażowych, bram wjazdowych oraz drzwi.
Idea smartCONNECTED od marki WIŚNIOWSKI to kolejny etap rewolucji technologicznej. Podobnie jak kilka lat temu bramy automatyczne zrewolucjonizowały rynek bram garażowych i ogrodzeniowych, tak teraz wprowadzenie ich na tory Internetu Rzeczy wpływać będzie na podniesienie standardu życia.
Wyzwania
Koncepcja zrobotyzowanego spawania systemów ogrodzeniowych, które są jedną z kluczowych grup produktowych w ofercie firmy WIŚNIOWSKI, pojawiła się w planach Zarządu już kilka lat temu. Z powodu szerokiego spektrum rodzajów oraz wymiarów produkowanych ogrodzeń, automatyzacja tego procesu w firmie WIŚNIOWSKI była bardzo trudnym przedsięwzięciem i przeprowadzona została w dwóch etapach.
Pierwszy z nich został zrealizowany w latach 2014/2015, kiedy wdrożono pierwsze stanowisko do zrobotyzowanego spawania systemów ogrodzeniowych dla klientów indywidualnych. W roku 2016/2017 wspólnie z firmą ASTOR oraz integratorami Zelkon i Acars wdrożono etap drugi – automatyzację spawania przemysłowych systemów ogrodzeniowych oraz zrobotyzowanego czyszczenia paneli kratowych.
W procesie automatyzacji spawania, firma ASTOR dostarczyła nowoczesne roboty i systemy sterujące oraz wartość dodaną: optymalizację większego procesu – przepływu i realizacji zamówienia, wspierającą strategię kompleksowej obsługi klientów firmy WIŚNIOWSKI.
Realizacja projektu
Zamówienie jest automatyzowane już na etapie złożenia go w punkcie handlowym. Oprogramowanie stworzone i wdrożone przez integratora ACARS zapewnia płynny przepływ zamówienia: zapisane w systemie ERP zamówienie jest automatycznie zamieniane na program dla robotów przemysłowych – system autokonfiguruje się do procesu spawania produktu zgodnego ze złożonym w systemie zamówieniem.
Konstruktor ogrodzeń w firmie WIŚNIOWSKI podczas konfiguracji produktu w systemie ERP
Dzięki temu możliwa jest realizacja zindywidualizowanej produkcji na masową skalę.
„Uzyskany wymiar automatyzacji umożliwia pełną kontrolę nad procesem i wysoką elastyczność wytwarzania. Dzięki integracji danych systemu ERP z systemem produkcji, czas przygotowania nowego produktu jest znacznie krótszy. Rozwiązanie, oparte o nowoczesne roboty przemysłowe Kawasaki, wspiera realizację celów biznesowych Klienta i wpisuje się w ideę Przemysłu 4.0”
– Adam Pajda, Kierownik Projektu, Specjalista ds. systemów sterowania i robotyki, ASTOR.
Stanowisko ASTOR Green Welding, zrealizowane przez integratorów Zelkon i ACARS, działa w oparciu o dwa roboty przemysłowe Kawasaki RA006L dedykowane do spawania oraz osprzęt spawalniczy marki Fronius. Roboty poruszają się po 17-metrowym torze jezdnym, co umożliwia spawanie bram o dużych gabarytach. Roboty są zamontowane na słupowysięgnikach – pozwala to na optymalizację pracy pod kątem wydajnościowym i maksymalizację zasięgu robotów.
Stanowisko ASTOR Green Welding z 2 robotami przemysłowymi Kawasaki RA006L
Roboty współpracują również z pozycjonerami ASTOR Green Welding. Zastosowanie dwóch podobnych obrotników pozwala na dużą uniwersalność stanowiska – roboty mogą jednocześnie spawać jeden obiekt na większym pozycjonerze lub niezależnie pracować na obu stanowiskach, produkując dwie bramy naraz. Modułowość pozycjonerów ASTOR pozwala na dalszą rozbudowę systemu lub ich modyfikację w celu dostosowania do nowych potrzeb zakładu produkcyjnego.
„Wdrożone rozwiązanie to niesłychana wygoda dla operatorów! Co musi umieć operator? Przede wszystkim znać sekwencję systemu, złożyć produkt z odpowiednich elementów w odpowiedniej kolejności na przyrządzie, włączyć przycisk, kontrolować proces spawania”
– Mariusz Leśniak, operator zrobotyzowanych linii spawalniczych, WIŚNIOWSKI.
Dodatkowym profitem dla operatorów stanowiska jest zastosowanie automatycznie sterowanych niecek pod obrotnikami, które wpuszczane są w podłogę w momencie obrotu bramy, a równają się z poziomem posadzki podczas montażu i demontażu bramy przez operatorów. Takie rozwiązanie upraszcza pracę oraz dba o bezpieczeństwo pracowników.
Operator podczas obsługi panelu stanowiska spawalniczego ASTOR Green Welding
Interfejsem dla użytkownika jest komputer panelowy Astraada, wyposażony w oprogramowanie Wonderware InTouch, który oprócz narzędzia sterującego systemem ASTOR Green Welding, pełni funkcję łącznika pomiędzy wewnętrznymi systemami firmy WIŚNIOWSKI oraz oprogramowaniem stanowiska. Mózgiem całego systemu jest flagowy kontroler PACSystems RX3i marki GE Automation&Controls. Zapewnia on ciągłą komunikację pomiędzy elementami systemu i kontroluje jego pracę.
Korzyści
„Automatyzujemy te procesy, których robotyzacja daje realne korzyści. Korzystając z nowoczesnych technologii, podnosimy jakość procesów produkcyjnych oraz, co bardzo istotne, zwiększamy bezpieczeństwo pracy operatorów. Wspólnie z firmą ASTOR wdrożyliśmy linię do automatycznego spawania. Dzięki temu osiągamy doskonałą jakość spoin oraz wysoką produktywność”
– podsumowuje Maciej Socha, Dyrektor Systemów Ogrodzeniowych i Zabezpieczeń Antykorozyjnych, WIŚNIOWSKI.
Osiągnięto także znaczne oszczędności czasowe w procesie realizacji zamówień oraz zoptymalizowano pracę programistów i operatorów stanowiska spawalniczego. Roboty zapewniają powtarzalną jakość spawania. Spoiny są wyjątkowo estetyczne i idealnie przygotowane do dalszych etapów produkcji. Zastosowanie robotów pozwala na podnoszenie kwalifikacji zawodowych operatorów, także dzięki szkoleniom przeprowadzonym przez ASTOR.
Dzięki wprowadzonemu systemowi, możliwe było usystematyzowanie samego procesu produkcji – począwszy od planowania produkcji, poprzez jej realizację aż po jakość wyrobu końcowego. Proces ten stał się bardziej przewidywalny, dokładny. System pozwolił także na skrócenie czasu realizacji zleceń seryjnych – głównie w kontekście zleceń eksportowych. System został wprowadzony tam, gdzie była konieczność wykonywania powtarzalnych i monotonnych czynności oraz tam, gdzie warunki pracy były uciążliwe dla ludzi.
Robotyzacja produkcji zapewniła wzrost wydajności, pozwoliła poprawić jakość oraz ustabilizować procesy technologiczne, a dodatkowo skróciła czas wykonywania czynności. Wprowadzenie tego systemu dało również możliwość optymalnego zagospodarowania przestrzeni hali produkcyjnej. Automatyzacja pozwoliła także zachować dynamikę i płynność produkcji, a także produkować pod indywidualne zamówienia.
Technologiczna rewolucja, której jesteśmy świadkami, gruntownie zmienia sposób, w jaki żyjemy i pracujemy. W kontekście biznesowym oznacza to, że oczekiwania klientów stale rosną. Dzisiaj nie wystarczy już produkt doskonałej jakości. Trzeba tak go zaprojektować, by najlepiej spełniał indywidualne potrzeby odbiorcy.
Menedżer produktu: robota edukacyjnego Astorino oraz redaktor, autor i korektor tekstów. Od 13 lat w marketingu branży przemysłowej. Przez 10 lat była redaktorem naczelnym Biuletynu Automatyki ASTOR. Współautor i redaktor wielu artykułów typu case study, informacji prasowych, scenariuszy do filmów typu case study, treści folderów firmowych i postów do mediów społecznościowych. Koordynator content marketingu robotyki przemysłowej i edukacyjnej w ASTOR. Wielbicielka nauki języków obcych, ze szczególnym uwzględnieniem gramatyki, ortografii i etymologii.
Temat jest dla Ciebie interesujący? Napisz wiadomość do autora i zdobądź ciekawy kontakt.
III Dni Otwarte ASTORa – przyjdź i zobacz niezwykłe roboty!
W weekend 16 i 17 września, ASTOR zaprasza na rodzinny weekend z robotami na interaktywnej wystawie robotyki w centrum Krakowa. Przeróżne atrakcje dla dzieci małych i dużych dostępne będą bezpłatnie w godzinach 10-15.30.
Co ciekawego dzieje się w weekend w Krakowie? Co to jest interaktywna wystawa robotyki? Czy warto przyjść ją zobaczyć? Odpowiedzi na te pytania znajdą goście odwiedzający Dni Otwarte ASTOR, organizowane już po raz trzeci przez krakowską firmę związaną z technologiami dla przemysłu.
Inteligentne maszyny można było dotychczas uruchomić w wybrane dni, wysyłając sms na specjalny numer i oglądać w witrynie siedziby ASTOR. Tym razem zapraszamy wszystkich zainteresowanych do środka, aby można było obejrzeć roboty i ich pracy z bliska. Interaktywna wystawa robotyki, czyli ASTOR Innovation Room (AIR), jest miejscem, w którym zarówno dzieci, młodzież, studenci, jak i dorośli, wspólnie mogą odkryć i rozwijać pasję do nowinek technologicznych.
W trakcie Dni Otwartych, goście AIR będą mieli okazję obejrzeć dotychczas pokazywane roboty, oprócz tego planowana jest związana z nimi niespodzianka. Podczas pokazów obecni będą pracownicy firmy ASTOR, którzy chętnie odpowiedzą na pytania gości.
„W ubiegłym roku na Dni Otwarte ASTOR przyszło około 400 osób. Pokazy robotów prosto z fabryk i uśmiech na twarzach dzieci odbierających lizaki od sympatycznego robota pokazuje nam, że warto organizować Dni Otwarte co roku! Gorąco zapraszamy wszystkich chętnych 16 i 17 września” – podsumowuje Ania Jankowska, organizatorka wydarzenia.
Dla wszystkich odwiedzających przewidujemy także upominki, dmuchany zamek, malowanie twarzy, fotobudkę oraz warsztaty LEGO i pokaz małego chemika. Wstęp i zabawy są bezpłatne.
Lokalizacja ASTOR Innovation Room:
Parter budynku ASTOR Technology Park ul. Smoleńsk 29 31-112 Kraków www.astor.com.pl/air
Menedżer produktu: robota edukacyjnego Astorino oraz redaktor, autor i korektor tekstów. Od 13 lat w marketingu branży przemysłowej. Przez 10 lat była redaktorem naczelnym Biuletynu Automatyki ASTOR. Współautor i redaktor wielu artykułów typu case study, informacji prasowych, scenariuszy do filmów typu case study, treści folderów firmowych i postów do mediów społecznościowych. Koordynator content marketingu robotyki przemysłowej i edukacyjnej w ASTOR. Wielbicielka nauki języków obcych, ze szczególnym uwzględnieniem gramatyki, ortografii i etymologii.
Temat jest dla Ciebie interesujący? Napisz wiadomość do autora i zdobądź ciekawy kontakt.
Jak utrzymać idealny poziom temperatury w zakładach przetwórczych mięsa?
Dzięki oprogramowaniu Wonderware Historian, pozyskiwanie i archiwizacja danych zostały w pełni zautomatyzowane. Dzięki zaimplementowanemu systemowi, możliwe jest szybkie reagowanie w przypadku odchyleń parametrów od wartości zadanych oraz informowanie pracowników o zaistniałych problemach.
Aby wyroby mięsne miały odpowiednią jakość i były bezpieczne dla konsumentów, konieczne jest ich przetwarzanie i przechowywanie w odpowiednich warunkach. Dla wielu zakładów przetwórstwa mięsnego nie lada wyzwaniem jest utrzymywanie optymalnej temperatury. Zarówno za niska, jak i za wysoka mogą przyczynić się do powstania znaczących strat. Z pomocą przychodzą nowe technologie.
Precyzyjne sterowanie temperaturą na terenie zakładów przetwórczych oraz w znajdujących się w nich chłodniach ma strategiczne znaczenie dla operacji globalnych, ponieważ powstałe trudności mogą spowolnić proces produkcji, który ma wpływ na cały łańcuch dostaw. Typowym przykładem braku optymalizacji temperatury jest rozwój mikroorganizmów przy zbyt wysokiej temperaturze czy też przywieranie mięsa do kości i problemy z jego oddzielaniem przy zbyt niskim jej poziomie. Oba przypadki powodują generowanie dużych ilości odpadów, co przekłada się na wyniki finansowe zakładów przetwórczych. Włoska firma Amadori zdecydowała się na wdrożenie rozwiązania, które pomaga utrzymać idealny poziom temperatury na każdym etapie przetwarzania mięsa.
Lider na rynku włoskim
Amadori jest jednym z liderów rynku branży przetwórstwa spożywczego. Założona czterdzieści lat temu w San Vittore di Cesena firma o obrotach 1,4 mld euro, w 2014 roku stała się liderem w swojej branży na rynku włoskim. Firma zatrudnia 7 200 pracowników.
Amadori swój sukces zawdzięcza wdrażaniu innowacyjnych technologii oraz ścisłym kontrolom na każdym etapie produkcji. Nadzór obejmuje wybór surowców, gospodarstw rolnych, wylęgarni, pasz, zakładów przetwórstwa, opakowań, a także kanałów dystrybucji. Tradycja i innowacyjność są głównymi wyróżnikami Grupy Amadori. Zespół profesjonalistów nieustannie pracuje, aby dostarczać klientom coraz to nowsze rozwiązania w postaci produktów świeżych i bezpiecznych dla konsumentów.
Siedziba firmy Amadori
“Firma Amadori jest świadoma, iżinnowacje technologiczne pozwolą nam pozostać konkurencyjną na rynku. Ten cel doprowadził nas do wdrożenia oprogramowania Wonderware“
mówi Carlo Caramanico, inżynier ds. wsparcia oprogramowania.
Wysoka jakość i oszczędności
Aby świadomie móc utrzymywać jakość swoich wyrobów na najwyższym poziomie, firma Amadori zdecydowała się na zakup systemu do zarządzania i optymalizacji temperatury podczas etapów przetwarzania i przechowywania żywności.
“Amadori inwestuje w nowoczesne systemy kontroli wydajności, które są w stanie wspierać działalność firmy oraz jej ekspansję”
podsumowuje Carlo Caramanico, inżynier ds. wsparcia oprogramowania.
Firma Amdorii przywiązuje dużą wagę do jakości swoich produktów
Zarządzanie temperaturą, a dokładnie jej wpływem na oszczędności firmy, zostało dokładnie zbadane na przestrzeni kilku ostatnich lat. Poprzedni system oparty na prostych termostatach, charakteryzował się długim czasem reakcji, a tym samym małą efektywnością działania.
Inteligentne sterowanie temperaturą
Aktualnie zaimplementowany Wonderware (obecnie AVEVA) InTouch HMI (Human Machine Interface) pozwala na inteligentne sterowanie temperaturą. System jest w stanie aktywować układ klimatyzatorów na bazie rzeczywistych potrzeb, a także zdefiniować moc niezbędną do zapewnienia idealnych warunków przetwórstwa.
Oceniając aktualne warunki zewnętrzne, oprogramowanie określa czas niezbędny do osiągnięcia odpowiedniej temperatury w zależności od rzeczywistych potrzeb. W poprzedniej wersji systemu, bardzo wysoka temperatura na zewnątrz znacząco wydłużała czas potrzebny na wychłodzenie pomieszczenia. Rozwiązanie oparte o oprogramowanie Wonderware (obecnie AVEVA) aktualizuje wartości panujące poza budynkiem i dostosowuje parametry pracy klimatyzatorów do aktualnych potrzeb. Oprócz temperatury powietrza, regulowana jest także jego wilgotność. Ma to kluczowe znaczenie dla zachowania zdrowego środowiska pracy osób przebywających na terenie zakładów.
Historyzacja danych
Regulacje branżowe wymagają śledzenia parametrów środowiskowych oraz ich historyzację w celu późniejszej weryfikacji i wykrycia przyczyn wad sprzedawanych produktów żywnościowych. W wielu przypadkach, także sami klienci kontrolują zgodność przebiegu parametrów produkcji z zadeklarowanymi wartościami umownymi.
W przeszłości wszystkie niezbędne dane odnotowywane były ręcznie przez operatorów. Ta metoda powodowała wiele problemów związanych z koniecznością zatrudniania dodatkowych pracowników, a także błędami odczytu i zapisu informacji. „Dzięki wprowadzeniu oprogramowania z przemysłową bazą danych, pozyskiwanie i archiwizacja zostały w pełni zautomatyzowane.” Zaimplementowany system sprawił, że możliwe jest szybkie reagowanie w przypadku odchyleń parametrów od wartości zadanych oraz informowanie pracowników o zaistniałych problemach.
Podsumowanie
CELE:
optymalizacja sterowania temperaturą w czasie różnych etapów przetwarzania mięsa;
dokładne pomiary temperatur oraz ich śledzenie w procesach przetwarzania i przechowywania;
wdrożenie systemu, który zwiększy wydajność produkcyjną.
WYZWANIA:
migracja oprogramowania do innowacyjnego i skalowalnego systemu Wonderware (obecnie AVEVA);
stworzenie systemu kontroli temperatury, dostosowanego do zewnętrznych warunków atmosferycznych.
KORZYŚCI
zgodność rozwiązań Wonderware (obecnie AVEVA) z regulacjami rządowymi;
oprogramowanie wizualizacyjne Wonderware (obecnie AVEVA) InTouch HMI;
oprogramowanie do historyzacji danych Wonderware (obecnie AVEVA) Historian.
Rozwiązanie oparte o oprogramowanie Wonderware (obecnie AVEVA) jest wysoce skalowalne. Początkowo zostało wdrożone w ograniczonej liczbie miejsc, jednak obecnie stosowane jest we wszystkich innych obszarach technologicznych. Wonderware (obecnie AVEVA) zapewnia optymalizację cyklu produkcyjnego oraz efektywne zarządzenie zużyciem energii w całym zakładzie.
Opracowano na bazie materiałów firmy Wonderware (obecnie AVEVA).
Menedżer produktu: robota edukacyjnego Astorino oraz redaktor, autor i korektor tekstów. Od 13 lat w marketingu branży przemysłowej. Przez 10 lat była redaktorem naczelnym Biuletynu Automatyki ASTOR. Współautor i redaktor wielu artykułów typu case study, informacji prasowych, scenariuszy do filmów typu case study, treści folderów firmowych i postów do mediów społecznościowych. Koordynator content marketingu robotyki przemysłowej i edukacyjnej w ASTOR. Wielbicielka nauki języków obcych, ze szczególnym uwzględnieniem gramatyki, ortografii i etymologii.
Temat jest dla Ciebie interesujący? Napisz wiadomość do autora i zdobądź ciekawy kontakt.
Kompleksowa automatyzacja produkcji wody na przykładzie MPWiK w Lesznie
Miejskie Przedsiębiorstwo Wodociągów i Kanalizacji Sp. z o.o. w Lesznie konsekwentnie realizuje plan automatyzacji przedsiębiorstwa. Pierwszym w pełni zmodernizowanym obiektem jest bezobsługowa Stacja Uzdatniania Wody Zaborowo. Innowacyjny system uzdatniania zapewnia doskonałą jakość wody, a dzięki automatyzacji wzrosła stabilność jej dostaw.
Cele:
redukcja kosztów produkcji
lepsza kontrola nad procesami
podniesienie efektywności przedsiębiorstwa
Wyzwania:
stworzenie centralnego systemu zarządzania obiektami MPWiK
ciągła i niezawodna archiwizacja danych
zmniejszenie kosztów awarii
zapewnienie cyberbezpieczeństwa systemu
Wyzwania
MPWiK w Lesznie realizuje projekt automatyzacji wszystkich swoich obiektów. Pod względem finansowym, głównym celem inwestycji jest zmniejszenie kosztów awarii. Prace realizowane są z myślą o stworzeniu centralnego systemu zarządzania wszystkimi obiektami MPWiK. Modernizacja systemów sterowania urządzeniami w poszczególnych obiektach ma zapewnić lepszą kontrolę nad procesami w nich prowadzonymi – włączając w to bieżącą kontrolę parametrów – a także pozwala na udostępnianie wiarygodnych i czytelnych danych o przebiegu procesów.
SUW Zaborowo z lotu ptaka
Docelowy – centralny – system sterowania wszystkimi placówkami nie tylko umożliwi bieżący wgląd w przebieg procesów i szybszą reakcję na awarie, ale także będzie w sposób ciągły i niezawodny archiwizował dane. Dostarczy to rzetelnych informacji, ułatwiających podejmowanie decyzji zmierzających do podnoszenia efektywności przedsiębiorstwa, poszukiwania oszczędności i rozwoju Spółki.
Modernizacja SUW Zaborowo
Pierwszym zmodernizowanym obiektem stała się Stacja Uzdatniania Wody Zaborowo. W ramach modernizacji ujęcia SUW Zaborowo nie tylko zautomatyzowano wszystkie przebiegające tam procesy, ale także stworzono fundament centralnego systemu informatycznego, na którym będzie się opierać dalsza automatyzacja Spółki. W pełni zautomatyzowany system sterowania procesami w SUW Zaborowo obejmuje: pobór wody z sześciu studni głębinowych, kolejne stopnie uzdatniania i procesy filtracji wody, pomiary analityczne i procesowe oraz pompownię sieciową tłoczącą wodę do miasta.
„Wprowadziliśmy innowacyjny proces uzdatniania wody, podyktowany składem wody surowej w złożu. Usuwamy z niej jon amonowy, mangan i żelazo. Proces technologiczny pozwala na pełną kontrolę wszystkich parametrów wody uzdatnionej”
– mówi August Krzywosądzki, Kierownik Działu Produkcji MPWiK w Lesznie.
Proces obejmuje napowietrzanie zmieszanej wody surowej na dwóch kolumnowych kaskadach, przetrzymanie w zbiorniku reakcji, a następnie skierowanie do filtrów zamkniętych, pośpiesznych, gdzie w pierwszej fazie redukowane jest żelazo, a następnie mangan.
Jednostką centralną systemu jest kontroler GE Automation&Controls serii PACSystems RX3i. Dołączono do niego urządzenia marki Astraada: moduły komunikacji przemysłowej, falowniki, switche oraz układy wejść i wyjść oddalonych (zarówno Astraada Jet I/O, jak i GE RX3i I/O) oraz panel operatorski marki Astraada, które obsługują poszczególne obszary technologiczne stacji. Centralny system wizualizacji i sterowania typu SCADA oparto na Platformie Systemowej Wonderware pracującej na systemach wirtualnych. Algorytmy sterowania dobrano pod kątem poprawy efektywności i energooszczędności procesu, a wielopoziomowy system zabezpieczeń zapewnia cyberbezpieczeństwo.
Szafa sterownicza z kontrolerem GE PACSystems RX3i
„Najciekawszym elementem realizacji było znalezienie systemu, który zintegrowałby wszystkie obiekty pracujące w sieci wodociągowo-kanalizacyjnej i zarządzanie nimi z jednego miejsca w celu optymalizacji pracy wszystkich obiektów”
– wspomina Grzegorz Kaczmarek, koordynator branży wod-kan w ASTOR, który pełnił również funkcję kierownika projektu automatyzacji SUW Zaborowo po stronie dostawcy technologii.
Obiekty pracujące w sieci wodociągowej MPWiK w Lesznie
W trakcie projektu modernizacji stacji, największym zrealizowanym zagadnieniem było przeszkolenie pracowników, w tym kadry zarządzającej, w efektywnym przedstawianiu wytycznych generalnemu wykonawcy i podwykonawcom oraz efektywnej pomocy im na etapie realizacji. Dość problematycznym punktem było wyłączenie całej stacji na kilka dni w okresie letnim. By zminimalizować uciążliwość, wyłączenie zostało zaplanowane na okres, gdy zużycie wody w mieście nie jest największe, tzn. gdy nie było upałów.
Po modernizacji stacja Zaborowo stała się obiektem w pełni bezobsługowym. Nadzór nad nią prowadzony jest zdalnie, z obiektu w Przybyszewie–Strzyżewicach, odległego o 5 kilometrów. Routery umożliwiające zdalne sterowanie znajdują się na najwyższym punkcie w okolicy, czyli na jednym z reflektorów oświetlających leszczyński stadion żużlowy. Część kadry dawniej obsługującej stację Zaborowo przeniesiono do innych obiektów Spółki, a kilku pracowników przeszło na emeryturę.
Pracownicy obsługi SUW w Przybyszewie–Strzyżewicach – wizualizacja i raportowanie Wonderware
Korzyści
Nowy system automatyki zapewnia szereg korzyści dla osób ze wszystkich szczebli obsługi i zarządzania obiektami MPWiK w Lesznie. Technolodzy i operatorzy otrzymują rzeczywiste i wiarygodne dane dotyczące obiektu.
„Wdrożenie systemu automatyki, zintegrowanego z domeną firmową w postaci Platformy Systemowej Wonderware, stworzyło spójny i jednorodny prze- mysłowy system informatyczny, rejestrujący dane pomiarowe pochodzące z rozproszonych obiektów Spółki oraz pozwalający na zdalną kontrolę i nadzór nad obiektami”
– podkreśla Mirosław Nowak, Specjalista ds. elektrotechnicznych i automatyki w MPWiK w Lesznie.
Działy techniczne mają możliwość rozwoju systemu własnymi siłami oraz objęcia nim kolejnych obiektów. Mocne wsparcie techniczne oraz oferta szkoleniowa ASTOR pozwala na ciągłe poszerzanie ich wiedzy na temat nowoczesnych rozwiązań. Kadra zarządzająca natomiast otrzymała nowoczesny, prestiżowy obiekt, zapewniający stałe dostawy wody dla miasta, nawet w razie awarii innej stacji, co umacnia wiarygodność firmy w oczach mieszkańców. „Główną korzyścią jest poprawa dystrybucji wody w sieci miejskiej, co skutkuje wzrostem zadowolenia naszych klientów” – podsumowuje Kierownik Działu Produkcji, August Krzywosądzki.
Automatyczne monitorowanie procesów dostarcza także dane, które pozwalają na wprowadzanie oszczędności, szczególnie w zakresie zużycia mediów energetycznych. Po jakimś czasie obserwacji, jak media energetyczne wpływają na procesy, MPWiK w Lesznie będzie w stanie podjąć bardziej świadome decyzje o inwestycjach w instalacje, które służą przedsiębiorstwu do produkcji energii elektrycznej i cieplnej na własne potrzeby i redukcji poboru energii z zewnątrz. Automatyzacja dostarczy pełnej wiedzy potrzebnej do podjęcia tego typu decyzji.
Wykorzystane produkty i rozwiązania
Wonderware
Platforma Systemowa Wonderware,
Wonderware Historian
Wonderware InTouch
GE Automation&Controls
Kontrolery serii PACSystems RX3i
Układy RX3i I/O
Astraada
falowniki, switche, układy I/O oddalonych,
moduły komunikacji przemysłowej
Projekt modernizacji Stacji w Zaborowie objął również staranną renowację ponad stuletniego kompleksu zabudowań. Zabudowania mają wartość historyczną, zatem część środków na rewitalizację i modernizację pozyskano w ramach europejskiej inicjatywy JESSICA, przeznaczonej na trwałe inwestycje w obszarach miejskich. Dzięki osobistemu zaangażowaniu pracowników MPWiK, do niedawna zaniedbany obiekt stał się ozdobą miasta. Uwagę przykuwa estetyka, a także pieczołowitość, z jaką zachowano detale architektoniczne i konstrukcyjne ponad stuletniego budynku. „To była nasza pasja i oczko w głowie” – z dumą wyznaje August Krzywosądzki.
Obiekty SUW Zaborowo przed i po modernizacji
Dzięki niestandardowemu podejściu do pozyskiwania funduszy, obok stacji, na miejscu historycznej drewnianej rotundy, powstała imponująca salka edukacyjna. W ramach bezpłatnych zajęć dydaktycznych służy ona najmłodszym pokoleniom leszczynian, do poznawania procesów uzdatniania wody.
Salka edukacyjna MPWiK w Lesznie
Partnerstwo w rozwoju
„ASTOR zapewnił nam pomoc merytoryczną w opracowaniu koncepcji automatyzacji Spółki. Następnie firma prowadziła nadzór nad realizacją projektu”
– wspomina Specjalista ds. elektrotechnicznych i automatyki w MPWiK w Lesznie, Mirosław Nowak.
Wybierając dostawcę rozwiązań do automatyzacji SUW Zaborowo, brano pod uwagę trzy firmy. Kryteriami wyboru rozwiązania technicznego były funkcjonalność, niezawodność i otwartość systemów, pozwalająca na ich dalszą rozbudowę. Poza spełnieniem kryteriów technicznych, firma ASTOR zaoferowała wartość dodaną, w postaci kompleksowej oferty, a także wsparcia technicznego, serwisu i szkoleń.
„Dzięki wieloletniemu doświadczeniu w branży wodno-kanalizacyjnej możemy zaproponować systemy wspomagające zarządzanie produkcją i optymalizacją procesu uzdatniania wody, co wpływa znacząco na obniżenie kosztów produkcji”
– zapewnia Grzegorz Kaczmarek, przedstawiciel ASTOR.
Rozwiązania wdrożone w MPWiK w Lesznie sprawdzają się w praktyce, dlatego w najbliższej przyszłości planowana jest modernizacja kolejnych obiektów Spółki.
Menedżer produktu: robota edukacyjnego Astorino oraz redaktor, autor i korektor tekstów. Od 13 lat w marketingu branży przemysłowej. Przez 10 lat była redaktorem naczelnym Biuletynu Automatyki ASTOR. Współautor i redaktor wielu artykułów typu case study, informacji prasowych, scenariuszy do filmów typu case study, treści folderów firmowych i postów do mediów społecznościowych. Koordynator content marketingu robotyki przemysłowej i edukacyjnej w ASTOR. Wielbicielka nauki języków obcych, ze szczególnym uwzględnieniem gramatyki, ortografii i etymologii.
Temat jest dla Ciebie interesujący? Napisz wiadomość do autora i zdobądź ciekawy kontakt.
Przemysłowa linia produkcyjna wspiera nowoczesną edukację studentów na Uniwersytecie Zielonogórskim
Jako generalny wykonawca instalacji, ASTOR m.in. przygotował koncepcję stanowiska, opracował podstawę merytoryczną i materiały dydaktyczne oraz dostarczył wyposażenie. W ramach projektu przeszkolono również kadrę naukową z zakresu obsługi i programowania. Dzięki współpracy uczelni z ASTOR na etapie wdrożenia, udało się wypracować koncepcję wykorzystującą w pełni możliwości dydaktyczne dostarczonego sprzętu. Współpraca z Uniwersytetem Zielonogórskim wpisuje się w społeczną odpowiedzialność firmy ASTOR w zakresie nowoczesnej edukacji młodych pokoleń inżynierów i jak najlepszego przygotowania ich do startu na rynku pracy.
Jak przygotować przyszłych specjalistów do pracy na produkcji? Najlepiej w praktyce. Dostęp do sprzętu używanego w zakładach przemysłowych pozwala studentom poznawać nowe technologie i zdobywać kompetencje, które ułatwią im w przyszłości start na rynku pracy.
Polskie placówki edukacyjne są jednymi z najlepszych w Europie pod względem kształcenia technicznego. Jest to możliwe między innymi dlatego, że szkoły techniczne oraz uczelnie wyższe starają się ułatwiać uczniom i studentom start w zawodzie, wyposażając pracownie w sprzęt stosowany w zakładach przemysłowych. Jest to możliwe dzięki współpracy z różnymi instytucjami i firmami, które wspierają placówki dydaktyczne m.in. poprzez prowadzenie wykładów, warsztatów i szkoleń dla uczniów i studentów, a także dostarczając wiedzę o najnowszych technologiach oraz wyposażenie laboratoriów.
Modelowa linia produkcyjna na Uniwersytecie Zielonogórskim
Współpracę polegająca na transferze wiedzy z przemysłu do edukacji Uniwersytet Zielonogórski, a konkretnie Instytut Sterowania i Systemów Informatycznych na Wydziale Informatyki, Elektrotechniki i Automatyki, nawiązał z firmą ASTOR.
Uniwersytet Zielonogórski jest największą państwową uczelnią w województwie lubuskim. Powstał 1 września 2001 roku z połączenia Politechniki Zielonogórskiej z Wyższą Szkołą Pedagogiczną i od tej pory dynamicznie się rozwija. W roku akademickim 2015/2016 kształciło się na tej uczelni 13,5 tys. studentów. Kadra dydaktyczna kładzie największy nacisk na uniwersalny i nowoczesny charakter oferty dla studentów.
W ramach współpracy z ASTOR w Laboratorium Automatyzacji Procesów Produkcyjnych na Wydziale Informatyki, Elektrotechniki i Automatyki powstało stanowisko wyposażone m.in. w 3 roboty. Umożliwia ono studentom poznanie wszystkich warstw sterowania modelową linią produkcyjną: zaczynając od warstwy obiektowej, poprzez sterowanie, aż po system klasy SCADA.
Wyposażenie pracowni czyni z niej jedno z najciekawszych laboratoriów automatyki w całej Polsce
„Tak skonstruowane laboratorium, składające sięz takich elementów, dostarcza studentom wiedzy, która jest potrzebna w przemyśle”
mówi dr inż. Paweł Majdzik z Instytutu Sterowania i Systemów Informatycznych, pełniący funkcję opiekuna pracowni.
Nowoczesne stanowisko zrobotyzowane
Model linii składa się z układu transporterów taśmowych i rolkowych (sterowanych poprzez układ falowników), dwóch robotów kartezjańskich, robota EPSON SCARA (wyposażonego w system wizyjny), dwóch robotów sześcioosiowych Kawasaki, centralnej szafy sterującej oraz panelu operatorskiego.
Warstwa sterowania
Całość instalacji zarządzana jest przez dwa zsynchronizowane kontrolery PACSystem RX3i od GE Automation & Controls. Detale podawane są na transporter taśmowy ręcznie, w sposób chaotyczny. Następnie system wizyjny współpracujący z robotem Epson SCARA LS3-401S wykrywa położenie elementu oraz jego kolor. Dzięki temu możliwe jest m.in. sortowanie i pozycjonowanie detali. Wybrane elementy trafiają do dalszej części systemu, gdzie roboty kartezjańskie obsługują magazynek skrzynek zbiorczych i moduł sortujący. Zakończeniem linii są dwa roboty Kawasaki.
Robotyzacja linii produkcyjnej z udziałem robotów Kawasaki
Mniejszy z nich – Kawasaki RS003N – prowadzi konfekcję detali do skrzynek zbiorczych, natomiast większy – Kawasaki RS006L – odpowiada za paletyzację. Komunikacja pomiędzy robotami a sterownikiem nadrzędnym odbywa się poprzez protokół Profinet. Dzięki temu skrócono czas montażu i uruchomienia, a także dostosowano komunikację do aktualnie stosowanych w przemyśle standardów.
Nad pracą całości linii czuwa oprogramowanie klasy SCADA – Wonderware (obecnie AVEVA) InTouch. Umożliwia ono wizualizację pracy oraz zarządzanie poszczególnymi urządzeniami, wchodzącymi w skład stanowiska.
Realizacja projektu
Jako generalny wykonawca instalacji, ASTOR m.in. przygotował koncepcję stanowiska, opracował podstawę merytoryczną i materiały dydaktyczne oraz dostarczył wyposażenie. W ramach projektu przeszkolono również kadrę naukową z zakresu obsługi i programowania.
„Na każdym etapie realizacji projektu odbywałysię konsultacje dwustronne. Firma ASTOR dostarczała nam wiedzy o najnowszych rozwiązaniach stosowanych w systemach produkcyjnych. Przy realizacji tego typu pracowni najważniejsze, moim zdaniem, jest wyodrębnienie z tego kompleksowego, zsynchronizowanego układu urządzeń poszczególnych stanowisk, z których studenci mogą korzystać w sposób niezależny podczas zajęć laboratoryjnych”
opowiada Paweł Majdzik.
Efekty współpracy
Na etapie wdrożenia, udało się wypracować koncepcję wykorzystującą w pełni możliwości dydaktyczne dostarczonego sprzętu.
„Studenci mogą poznać i nauczyć się programować rzeczywiste urządzenia i obiekty, które występują w systemach produkcyjnych. Te urządzenia i obiekty są połączone siecią Profinet, która pozwala na komunikację i synchronizację pracy poszczególnych urządzeń. Przede wszystkim studenci mogą poznać, jak integrowane są poszczególne warstwy systemu produkcyjnego”
podkreśla opiekun pracowni.
„ASTOR od wielu lat angażuje się w działaniaedukacyjne, przekazując wiedzę o najnowszych technologiach wykorzystywanych w przemyśle oraz produkcji. Poprzez organizowanie praktyk studenckich i szkoleń, udział w wielu seminariach i piknikach edukacyjnych oraz wyposażanie laboratoriów uatrakcyjniamy ofertę edukacyjną polskich uczelni”
podsumowuje Damian Fryska, kierownik projektu po stronie ASTOR.
Menedżer produktu: robota edukacyjnego Astorino oraz redaktor, autor i korektor tekstów. Od 13 lat w marketingu branży przemysłowej. Przez 10 lat była redaktorem naczelnym Biuletynu Automatyki ASTOR. Współautor i redaktor wielu artykułów typu case study, informacji prasowych, scenariuszy do filmów typu case study, treści folderów firmowych i postów do mediów społecznościowych. Koordynator content marketingu robotyki przemysłowej i edukacyjnej w ASTOR. Wielbicielka nauki języków obcych, ze szczególnym uwzględnieniem gramatyki, ortografii i etymologii.
Temat jest dla Ciebie interesujący? Napisz wiadomość do autora i zdobądź ciekawy kontakt.
Zaawansowane laboratoria zintegrowanego sterowania wspierają edukację studentów w Katedrze Mikroelektroniki i Technik Informatycznych Politechniki Łódzkiej
Zaawansowane laboratoria zintegrowanego sterowania wspierają edukację studentów w Katedrze Mikroelektroniki i Technik Informatycznych Politechniki Łódzkiej
W nowych laboratoriach studenci mogą zdobywać praktyczną wiedzę i umiejętności. Po zakończeniu studiów te umiejętności powinny okazać się pomocne w znalezieniu zatrudnienia, na przykład w coraz bardziej poszukiwanym zawodzie automatyka, a następnie przydatne w przyszłej pracy w zakładzie przemysłowym, za granicą, a także w Polsce.
Ważnym ośrodkiem rozwoju mikroelektroniki w Polsce jest DCMS, czyli Katedra Mikroelektroniki i Technik Informatycznych na Politechnice Łódzkiej. To miejsce, gdzie studenci, doktoranci i absolwenci mogą rozwijać swoją wiedzę i umiejętności, a następnie wykorzystywać je w praktyce. Nieustannie szukając możliwości poszerzenia pola działalności, DCMS czerpie doświadczenia od licznych organizacji. W ich gronie znalazł się także ASTOR.
Najczęściej używana nazwa katedry – DMCS – to skrót od Department of Microelectronics and Computer Science, czyli od angielskiego tłumaczenia polskiej nazwy jednostki. Istnieje ona od 1996 roku. Obok zajęć dydaktycznych na kilku wydziałach Politechniki Łódzkiej, pracownicy DMCS biorą udział w licznych projektach badawczo-rozwojowych we współpracy z ośrodkami na całym świecie i w Polsce. Są wśród nich ośrodki naukowe, przemysłowe i jednostki administrujące funduszami przeznaczonymi na rozwój nauki.
Dzięki tej gęstej sieci współpracy studenci, doktoranci i absolwenci Politechniki Łódzkiej mają coraz szersze spektrum możliwości zastosowania swojej wiedzy – na polu naukowym i w innych dziedzinach. Od pierwszych lat działalności Katedra Mikroelektroniki i Technik Informatycznych organizuje też międzynarodową konferencję MIXDES (Mixed Design of Integrated Circuits and Systems).
Kształcenie w nowoczesnym wydaniu
Zakres wiedzy i zainteresowań naukowców z DMCS-u jest bardzo szeroki – od udziału w pracach nad uzyskaniem energii z kontrolowanej syntezy jądrowej w międzynarodowym projekcie ITER, po prace nad konstruowaniem „ARUZA”, czyli rewolucyjnie szybkiego symulatora procesów chemicznych powstającego w łódzkim Technoparku. Katedra utrzymuje również stałe kontakty z ośrodkami przemysłowymi w USA, Kanadzie i Niemczech, a także w Polsce, wykonując zlecane przez nie projekty
Politechnika Łódzka – katedra DCMS
Wśród specjalności, w których kształci DMCS, jest również specjalizacja Układy Elektroniki Przemysłowej, z obszarami takimi jak: diagnostyka wibracyjna dużych maszyn wirnikowych, sterowniki i komputery przemysłowe, transmisja danych w sieciach przemysłowych i systemy nadzoru i wizualizacji procesów produkcyjnych. Studenci wybierający tę specjalizację już od 1989 roku mogli korzystać z pracowni elektroniki przemysłowej wyposażonej w sterowniki PLC i przemysłowe systemy wizualizacji, czyli technologie w owych czasach wchodzące na rynek, a obecnie stosowane jako standard w przemyśle. Ciekawostką jest, że do tej pracowni przyciąga studentów model kolejki szynowej sterowany za pomocą sterowników i switchy przemysłowych.
Studenci Politechniki Łódzkiej mają do dyspozycji 21 pracowni, wyposażonych w zaawansowany technologicznie sprzęt
Nowe pracownie w Centrum Technologii Informatycznych
Od kwietnia 2015 roku studenci i doktoranci DMCS-u mogą korzystać z dwóch nowych pracowni wyposażonych w urządzenia i oprogramowanie stosowane w przemyśle. Są one częścią nowego Centrum Technologii Informatycznych, którego budowę i wyposażenie współfinansowano ze środków Europejskiego Funduszu Rozwoju Regionalnego w ramach Programu Infrastruktura i Środowisko.
Laboratorium komputerów i sterowników przemysłowych oraz laboratorium sieci przemysłowych i zintegrowanego sterowania to dwie propozycje spośród 21 pracowni, w których przyszli naukowcy i specjaliści mogą się zapoznawać z możliwościami zastosowań technologii informatycznych w różnych dziedzinach. Pracownie przemysłowe wyróżniają się na tle podobnych laboratoriów na innych uczelniach technicznych w Polsce różnorodnością zaprezentowanych instalacji. W wyposażeniu stanowisk zastosowano sterowniki GE Intelligent Platforms oraz oprogramowanie do wizualizacji danych przemysłowych GE Intelligent Platforms Proficy iFIX.
„Studenci mogą się tutaj nauczyć zarówno programowania sieci, jak i tego, w jaki sposób przebiega komunikacja pomiędzy poszczególnymi stanowiskami, tak jak to się dzieje w rzeczywistych warunkach w procesie przemysłowym na linii produkcyjnej”
mówi Zbigniew Kulesza, opiekun pracowni, Katedra DCMS.
Realizacja Laboratorium komputerów i sterowników przemysłowych
Laboratorium wyposażone jest w 5 typów stanowisk obiektowych, odzwierciedlających różne aspekty pracy zakładu przemysłowego lub obiektu użyteczności publicznej. Silniki i inne elementy wykorzystane w modelach możliwie najdokładniej odzwierciedlają sprzęt pracujący w warunkach przemysłowych.
„Stanowiska wyposażone są także w panel do wizualizacji danych o przebiegu procesu. Obiekty w laboratorium zostały skonstruowane i zaprogramowane tak, żeby student miał możliwość uczenia się modułowego, poczynając od prostego zaprogramowania układu, po wykonywanie coraz bardziej skomplikowanych operacji”
podkreśla Łukasz Mąka, koordynator ds. edukacji w firmie ASTOR.
» Stanowisko 1: Sterowanie procesami dyskretnymi
Jest to model linii technologicznej, zbudowany w oparciu o jeden centralny kontroler PACSystems RX3i zbierający wszystkie sygnały w instalacji. Sterownik ma obsłużyć proces zgodnie z algorytmem wgranym przez studenta. Podstawowym zadaniem dla studenta jest segregacja elementów przesuwających się na transporterze taśmowym, przy wykorzystaniu danych zbieranych przez system czujników. To stanowisko pozwala poznać różne typy czujników wykorzystywanych w przemyśle, a także sposoby ich kalibrowania i programowania.
» Stanowisko 2: Utrzymywanie ciśnienia cieczy pneumatycznej
Przerwa w pracy instalacji tego typu w rzeczywistym zakładzie przemysłowym niesie duże ryzyko. Z tego względu w modelowanym obiekcie zastosowano ciekawą architekturę systemu; pracują tu dwa kontrolery PACSystems RX3i, zapewniające redundancję. Oznacza to, że gdy jeden przestaje działać, drugi może przejąć sterowanie procesem bez straty dla procesu. Na tym stanowisku student może zapoznać się z takim elementami jak algorytmy sterowania procesami szybkozmiennymi czy regulator PID.
» Stanowisko 3: Sterowanie systemem przepompowni
Stanowisko pozwala zapoznać się z elementami obsługi obiektów wodno-kanalizacyjnych. Składa się z dwóch zminiaturyzowanych zbiorników, których praca regulowana jest dwoma odrębnymi sterownikami oraz pompy podającej ciecz do zbiornika. Kontroler PACSystems RX3i komunikuje się ze sterownikiem VersaMax Micro bezprzewodowo, a także za pomocą standardowego switcha w sieci kablowej. Do komunikacji bezprzewodowej wykorzystano radiomodemy SATEL, by zademonstrować typowo przemysłowe rozwiązanie komunikacji bezprzewodowej, szeroko stosowane w przedsiębiorstwach w branży wodno-kanalizacyjnej.
» Stanowisko 4: Ploter
Układ składa się ze stolika „XY” i systemu uchwytów pozycjonujących element – jest to pisak rysujący linie na kartce, co pozwala studentowi na bieżąco obserwować efekty pracy. W instalacji zastosowano kontroler PACSystems RX3i, który komunikuje się za pomocą światłowodu ze wzmacniaczami serwo PACMotion, które sterują serwo-silnikami pozycjonującymi ramię plotera.
» Stanowisko 5: Bezpieczeństwo maszynowe
Stanowisko odpowiada na potrzeby branży maszynowej. Zaprezentowano tutaj rozwiązania z dziedziny bezpieczeństwa pracy wymagane dyrektywą Unii Europejskiej. Silnik imitujący piłę znajduje się w zabezpieczonej klatce, a nad bezpieczeństwem czuwa sterownik bezpieczeństwa. W wypadku dostania się do klatki operatora lub jakiegoś elementu, sterownik bezpieczeństwa wykrywa wtargnięcie, zatrzymuje proces i wyłącza silnik. Sterownik zaprogramowano tak, by reagował na element wielkości znormalizowanej średnicy dłoni mieszkańca Europy. Wszystkie elementy systemu sterowania i bezpieczeństwa są połączone przemysłową siecią komunikacyjną Profibus DP.
Stanowisko obrazujące zasadę działania algorytmu regulacji PID
Stanowisko realizujące funkcję plotera z dwiema osiami ruchuSterowanie procesami dyskretnymi
Realizacja: Laboratorium sieci przemysłowych i zintegrowanego sterowania
Laboratorium zostało wyposażone w dziesięć najnowszych rodzajów sieci przemysłowych stosowanych we współczesnych zakładach produkcyjnych. Opierają się one na szeregu protokołów komunikacyjnych stosowanych w zakładach. Również w wyposażeniu tego laboratorium kierowano się zasadą możliwie najdokładniejszego odwzorowania popularnych rozwiązań stosowanych w rzeczywistych zakładach przemysłowych.
„Studenci mogą się tutaj nauczyć zarówno programowania sieci, jak i tego, w jaki sposób przebiega komunikacja pomiędzy poszczególnymi stanowiskami, tak jak to się dzieje w rzeczywistych warunkach w procesie przemysłowym na linii produkcyjnej”
dodaje Zbigniew Kulesza, opiekun pracowni.
Laboratorium sieci przemysłowych
Korzyści
„Niezwykłą zaletą obydwu pracowni jest to, żestudenci mają możliwość pracy na modelach rzeczywistych obiektów przemysłowych”
To w dużej mierze dzięki jego znajomości technologii przemysłowych, a także jego inicjatywie, w laboratoriach stworzono tak zróżnicowane możliwości zdobywania i pogłębiania wiedzy o technologiach stosowanych w automatyzacji produkcji zakładów przemysłowych.
Wyposażenie pracowni w rozwiązania tak różnorodne, a jednocześnie praktyczne było możliwe nie tylko dzięki wiedzy, doświadczeniu i determinacji pracowników DMCS, ale także dzięki zaangażowaniu szeregu inżynierów konsultantów z firmy ASTOR.
„Przygotowując projekt, korzystaliśmy z doświadczenia zespołu praktyków pracujących na „pierwszej linii frontu”. Każdy z nich brał udział w realizacji dziesiątek inwestycji w zakładach produkcyjnych”
podkreśla Przemysław Łukasik, opiekun projektu.
W nowych laboratoriach studenci mogą zdobywać praktyczną wiedzę i umiejętności. Po zakończeniu studiów te umiejętności powinny okazać się pomocne w znalezieniu zatrudnienia, na przykład w coraz bardziej poszukiwanym zawodzie automatyka, a następnie przydatne w przyszłej pracy w zakładzie przemysłowym, za granicą, a także w Polsce.
Menedżer produktu: robota edukacyjnego Astorino oraz redaktor, autor i korektor tekstów. Od 13 lat w marketingu branży przemysłowej. Przez 10 lat była redaktorem naczelnym Biuletynu Automatyki ASTOR. Współautor i redaktor wielu artykułów typu case study, informacji prasowych, scenariuszy do filmów typu case study, treści folderów firmowych i postów do mediów społecznościowych. Koordynator content marketingu robotyki przemysłowej i edukacyjnej w ASTOR. Wielbicielka nauki języków obcych, ze szczególnym uwzględnieniem gramatyki, ortografii i etymologii.
Temat jest dla Ciebie interesujący? Napisz wiadomość do autora i zdobądź ciekawy kontakt.
Robot Kawasaki w Galerii Ruchu gdańskiego Centrum Hewelianum
Robot znajdujący się w „Galerii ruchu” prezentuje zwinność, precyzję, szybkość, moc, elastyczność i odporność nowoczesnej technologii w postaci w pełni zautomatyzowanego robota. Dzięki temu młodzież uczestnicząca w zajęciach dydaktycznych w Centrum Hewelianum ma bezpośredni dostęp do tych innowacyjnych technologii oraz możliwość zapoznania się z trendami obowiązującymi na intensywnie rozwijającym się rynku pracy.
Od wielu lat firma ASTOR konsekwentnie wspiera polską edukację, pomagając w tworzeniu stanowisk laboratoryjnych na uczelniach, w szkołach technicznych oraz w placówkach naukowo-dydaktycznych. Jednym z takich projektów było wyposażenie gdańskiego centrum naukowego w nową technologię w postaci ramienia robota.
Centrum Hewelianum to nowoczesne centrum nauki zlokalizowane w miejscu, które znają niemal wszyscy mieszkańcy Gdańska – w zabytkowych obiektach architektury militarnej nieopodal samego centrum miasta, czyli na terenie fortu Góry Gradowej. Niegdyś były one tajemnicze i trudno dostępne, dziś czekają na ponowne odkrycie przez starszych i młodszych, rodowitych Gdańszczan oraz turystów oferując im coraz to ciekawsze atrakcje.
Nowoczesne centrum nauki
Centrum Hewelianum zostało założone w 2008 roku. Wizyta w tym miejscu to przede wszystkim przygoda, odkrywanie i eksperymentowanie – temu służą interaktywne i multimedialne wystawy zaaranżowane w niezwykłych, zabytkowych obiektach.
Na gości Centrum Hewelianum czeka aż siedem różnych propozycji:
DOOKOŁA ŚWIATA – magiczna podróż przez wszystkie kontynenty
Z ENERGIĄ! – oswojona fizyka i poskromiona re-energia
ŁAMIGŁÓWKA – zabawa do potęgi n-tej
WEHIKUŁ CZASU – ZABAWY Z HISTORIĄ – militaria na wesoło
NA ZDROWIE – „wizyta wszystkim wyjdzie na zdrowie”
WEHIKUŁ CZASU – HEWELIANUM BEZ BARIER – zwiedzanie bez ograniczeń (ekspozycja dedykowana osobom niewidzącym)
WEHIKUŁ CZASU – CZŁOWIEK I POCISK – 14 scen z burzliwej historii Góry Gradowej
LABORATORIUM PANA KLEKSA – miejsce zabaw inspirowanych twórczością Jana Brzechwy.
Niezwykle ciekawym miejscem jest „Galeria Ruchu” – nowoczesna pracownia naukowo-dydaktyczna w Centrum Hewelianum, zlokalizowana w zabytkowym obiekcie Galerii Strzeleckiej. Obserwacje promieniowania kosmicznego w pierwszej w Polsce komorze mgłowej, kolekcja meteorytów, tunel aerodynamiczny czy badanie ruchu komet – to tylko część stanowisk do eksperymentowania, dostępnych w tej przestrzeni. Na pracownię składa się aż dziewięć sal ekspozycyjnych i ponad trzydzieści interaktywnych stanowisk dydaktycznych, dzięki którym można obserwować i analizować zjawisko ruchu w różnych jego postaciach i formach.
Projekt adaptacji Centrum Hewelianum
W lutym 2014 roku od firmy ASTOR do Galerii Ruchu został zakupiony robot Kawasaki RS003N wraz z systemem wizyjnym, osprzętem i oprogramowaniem. Zakup ten zrealizowany został w ramach projektu „Adaptacja Centrum Hewelianum w Gdańsku na potrzeby naukowo-dydaktyczne pomorskich szkół wyższych”. Projekt był współfinansowany w 75% przez Unię Europejską w ramach Regionalnego Programu Operacyjnego dla Województwa Pomorskiego na lata 2007–2013 oraz w pozostałej części ze środków Budżetu Miasta Gdańska.
Robot Kawasaki RS003N z systemem wizyjnym Sensopart
Robot Kawasaki buduje wieżę z klocków
W ramach oferty przeznaczonej dla „Galerii Ruchu” gdańskiego centrum nauki, na podstawie scenariusza i wytycznych przygotowanych przez Centrum Hewelianum, udało się stworzyć unikatowe stanowisko, na którym robot Kawasaki przenosi klocki i buduje z nich wieżę. Robot współpracuje z systemem wizyjnym typu SensoPart V20. Wyposażony jest w chwytak ssawkowy, który pozwala na swobodne przenoszenie elementów wieży.
Program robota może realizować dwa tryby pracy. W pierwszym z nich ramię pracuje w pełni automatycznie układając wieżę z kostek, które w losowy sposób rozmieszone są w polu roboczym. Robot wykrywa ich pozycję korzystając z systemu wizyjnego, z którym komunikuje się przy pomocy standardu Ethernet. Gdy zabraknie kostek w obszarze, który „widzi” kamera, kolejne z nich zrzucane są przez robota na pochyłą zjeżdżalnię, by po szaleńczym zjeździe znów pojawić się w obszarze roboczym – za każdym razem w innym miejscu.
Drugi tryb, w którym może pracować maszyna nie jest w pełni automatyczny, ale pozwala na interakcję z człowiekiem. Osoba grająca z robotem może w dowolny sposób ustawiać kostki na przeznaczonym do tego białym polu, a robot za każdym razem rozpozna ich położenie oraz kolor, chwyci, a następnie odstawi na przeznaczoną do tego platformę. Następnie, z niezachwianą cierpliwością, przygotuje się do kolejnej próby.
Korzyści
Robot znajdujący się w „Galerii ruchu” prezentuje zwinność, precyzję, szybkość, moc, elastyczność i odporność nowoczesnej technologii w postaci w pełni zautomatyzowanego robota. Dzięki temu młodzież uczestnicząca w zajęciach dydaktycznych w Centrum Hewelianum ma bezpośredni dostęp do tych innowacyjnych technologii oraz możliwość zapoznania się z trendami obowiązującymi na intensywnie rozwijającym się rynku pracy.
autorzy: dr inż. Agata Żwir- Ferenc – Centrum Hewelianum Magdalena Kaczmarek – ASTOR Gdańsk
Menedżer produktu: robota edukacyjnego Astorino oraz redaktor, autor i korektor tekstów. Od 13 lat w marketingu branży przemysłowej. Przez 10 lat była redaktorem naczelnym Biuletynu Automatyki ASTOR. Współautor i redaktor wielu artykułów typu case study, informacji prasowych, scenariuszy do filmów typu case study, treści folderów firmowych i postów do mediów społecznościowych. Koordynator content marketingu robotyki przemysłowej i edukacyjnej w ASTOR. Wielbicielka nauki języków obcych, ze szczególnym uwzględnieniem gramatyki, ortografii i etymologii.
Temat jest dla Ciebie interesujący? Napisz wiadomość do autora i zdobądź ciekawy kontakt.
Firma FROST Barbara Wegenke zajmuje się produkcją mrożonych warzyw i owoców. Produkcja ta obejmuje mrożoną cebulę, cukinię oraz dynię, jednak zdecydowanie produktem „numer 1″ jest cebula, która stanowi 90% produkcji. Wytworzone produkty pakowane są w całą gamę opakowań, tak aby sprostać potrzebom klientów. W jednym z firmowych zakładów produkcyjnych – w Jarogniewicach – postanowiono zmodernizować linię produkcyjną i zainstalować robota Kawasaki do paletyzacji.
Historia firmy sięga początku lat 80-tych XX wieku, kiedy podjęto decyzję o budowie Przetwórni Owoców i Warzyw w Jarogniewicach. Celem działalności zakładu było przetwarzanie płodów rolnych wyprodukowanych na ponad 2 tys. hektarów okolicznych terenów. Dostosowując przetwórnię do realiów rynkowych, zainwestowano w budowę nowoczesnych, w pełni zautomatyzowanych linii technologicznych dla poszczególnych działów produkcyjnych.
W sierpniu 2008 roku zakład w Jarogniewicach wyposażony został w najnowszej generacji linię ważąco-pakującą do pakowania mrożonek w worki lub kartony od 5-25 kg oraz robota paletyzującego Kawasaki. Wysoki potencjał produkcyjny osiągnięty jest dzięki przeprowadzonym inwestycjom modernizacyjnym, a także rozbudowie i unowocześnieniu instalacji chłodniczej w zakładzie w Jarogniewicach oraz bliźniaczym wyposażeniem nowopowstałego obiektu w Ponętowie Górnym Pierwszym. Wydajność każdego z zakładów wynosi 5 ton na godzinę i gwarantuje firmie Frost pozycję największego w kraju producenta mrożonej cebuli.
Potrzeby
Zadania wykonywane przez pracowników zaliczały się do ciężkich i wymagających. Przed wdrożeniem operatorzy byli odpowiedzialni za układanie wielokilogramowych kartonów lub worków na paletach. Kolejnym etapem ich pracy było przewożenie wózkiem widłowym pełnych palet, a następnie ręczne ofoliowanie produktu, który w taki sposób był przygotowywany do transportu.
Właściciel firmy – Barbara Wegenke – miała kilka powodów do zmiany takiego stanu rzeczy. Jednym z nich były trudności w znalezieniu pracowników na stanowisko do paletyzacji, co skutkowało znaczną rotacją pracowników. Dodatkowo zaistniała potrzeba zwiększenia wydajności produkcji i zaspokojenia rosnących potrzeb rynku. Firmie zależało także na rozwoju i wprowadzeniu nowoczesnych technologii. Głównie z tych powodów zdecydowano się na zakup nowej linii produkcyjnej, której istotnym elementem było wykonanie stanowiska do paletyzacji z udziałem robota Kawasaki.
Robot Kawasaki paletyzujący mrożoną cebulę w firmie FROST
Realizacja
Wybór firmy integratorskiej był oczywisty dla firmy Frost. Pani Barbara Wegenke postanowiła podjąć współpracę z już wcześniej sprawdzoną i zaufaną firmą P.W. DREWMAX Tadeusz Sąsiadek i Wspólnicy Sp.j., która zaproponowała i wdrożyła rozwiązanie bazujące na robocie Kawasaki, dostarczonym przez firmę ASTOR. Prace wdrożeniowe trwały około 2 miesiące.
„Paletyzacja produktów w firmie Frost była wymagającym projektem, ze względu na dużą różnorodność opakowań (różnego wymiaru kartony oraz oszronione worki), a także palety o różnych wymiarach. Firma Drewmax zaprojektowała i wykonała chwytak wykorzystujący pneumatyczne generatory próżni oraz urządzenia peryferyjne do transportu opakowań i palet. W tym projekcie wykorzystano robota Kawasaki ZX130L. Dzięki funkcjonalności języka programowania AS zastosowanego w robotach Kawasaki możliwe było zbudowanie elastycznej i bardzo przejrzystej aplikacji, pozwalającej na ułożenie w zasadzie dowolnych opakowań w dowolnej konfiguracji na dowolnej palecie. W aplikacji tej wykorzystano również możliwość tworzenia interfejsu użytkownika na teach pendancie robota, dzięki czemu aplikacja została wyposażona w prosty interfejs do modyfikacji schematów układania, co znacznie uprościło obsługę gniazda paletyzacji”
– opowiada Tomasz Maciejewski, Automatyk w firmie DREWMAX, która była integratorem wdrożenia.
Zainstalowano transporter palet, który dostarcza palety z dwóch stron robota. Robot Kawasaki ZX130LFD42 układa na paletach 15-20-kilogramowe worki foliowe lub 10-kilogramowe kartony z zamrożoną cebulą pokrojoną w kostki lub w plastry. Następnie tak załadowana paleta jest transportowana do owijarki palet, gdzie następuje zawinięcie produktów folią i z tego miejsca gotowa paleta trafia do transportu.
Stanowisko do paletyzacji z robotem Kawasaki stanowi istotny element projektu linii produkcyjnej, w której głównym elementem jest tunel zamrażalniczy.
Warto zwrócić uwagę na to, że technologia produkcji w firmie FROST nie uległa zmianie, zmianie uległy jedynie narzędzia, którymi wykonywane są działania związane z produkcją mrożonych warzyw.
Korzyści
„Unowocześnienie linii transportu wraz z zainstalowaniem robota do paletyzacji pozwoliły na zwiększenie wydajności o 30% oraz rozwój pracowników i ich kontakt z nowoczesną technologią, ale także na wzrost wartości firmy FROST i postrzeganie jej jako nowoczesną”
– podsumowuje Henryk Tomczyk, Kierownik Działu Utrzymania Ruchu w firmie FROST.
Efektem robotyzacji jest m.in. zwiększona wydajność i oszczędność czasu. Czynności paletyzacji wykonywane są dużo szybciej przez robota niż ręcznie przez pracowników. Dodatkowo dokładna paletyzacja oraz owijanie folią palet pozwalają na utrzymanie stałej wysokiej jakości zapakowanych produktów i zabezpieczenie ich na czas transportu.
Pracownicy firmy FROST, w tle robot Kawasaki
„Teraz pracownikom została powierzona mniej obciążająca praca, jaką jest sortowanie cebuli oraz utrzymanie czystości w zakładzie. Pracownicy przekonali się, że robot nie pozbawił ich pracy, a wręcz przeciwnie – wyręczył w najcięższych obowiązkach. Modernizacja linii produkcyjnej spowodowała również 2-krotny wzrost produktywności: z 1200 ton zamrożonej cebuli paletyzowanej miesięcznie do 2500 ton.”
– podsumowuje Barbara Wegenke, Prezes firmy Frost.
Zarówno klient, jak i integrator dostrzegli zalety współpracy z firmą ASTOR, która poza dystrybucją systemów automatyki i robotyki zapewnia pakiet usług dodatkowych. Są to m.in. konsultacje techniczne i biznesowe, doradztwo przedwdrożeniowe, profesjonalne wsparcie techniczne (w tym m.in. przeglądy okresowe).
Menedżer produktu: robota edukacyjnego Astorino oraz redaktor, autor i korektor tekstów. Od 13 lat w marketingu branży przemysłowej. Przez 10 lat była redaktorem naczelnym Biuletynu Automatyki ASTOR. Współautor i redaktor wielu artykułów typu case study, informacji prasowych, scenariuszy do filmów typu case study, treści folderów firmowych i postów do mediów społecznościowych. Koordynator content marketingu robotyki przemysłowej i edukacyjnej w ASTOR. Wielbicielka nauki języków obcych, ze szczególnym uwzględnieniem gramatyki, ortografii i etymologii.
Temat jest dla Ciebie interesujący? Napisz wiadomość do autora i zdobądź ciekawy kontakt.
Robot przemysłowy Kawasaki Robotics paletyzuje mrożoną cebulę w firmie FROST
Efektem robotyzacji jest m.in. zwiększona wydajność i oszczędność czasu. Czynności paletyzacji wykonywane są dużo szybciej przez robota niż ręcznie przez pracowników. Dodatkowo dokładna paletyzacja oraz owijanie folią palet pozwalają na utrzymanie stałej wysokiej jakości zapakowanych produktów i zabezpieczenie ich na czas transportu.
Firma FROST Barbara Wegenke zajmuje się produkcją mrożonych warzyw i owoców. Produkcja ta obejmuje mrożoną cebulę, cukinię oraz dynię, jednak zdecydowanie produktem „numer 1” jest cebula, która stanowi 90% produkcji. Wytworzone produkty pakowane są w całą gamę opakowań, tak aby sprostać potrzebom klientów. W jednym z firmowych zakładów produkcyjnych – w Jarogniewicach – postanowiono zmodernizować linię produkcyjną i zainstalować robota Kawasaki do paletyzacji.
5 ton w godzinę?
Historia firmy sięga początku lat 80-tych XX wieku, kiedy podjęto decyzję o budowie Przetwórni Owoców i Warzyw w Jarogniewicach. Celem działalności zakładu było przetwarzanie płodów rolnych wyprodukowanych na ponad 2 tys. hektarów okolicznych terenów. Dostosowując przetwórnię do realiów rynkowych, zainwestowano w budowę nowoczesnych, w pełni zautomatyzowanych linii technologicznych dla poszczególnych działów produkcyjnych.
W sierpniu 2008 roku zakład w Jarogniewicach wyposażony został w najnowszej generacji linię ważąco-pakującą do pakowania mrożonek w worki lub kartony od 5-25 kg oraz robota paletyzującego Kawasaki Robotics. Wysoki potencjał produkcyjny osiągnięty jest dzięki przeprowadzonym inwestycjom modernizacyjnym, a także rozbudowie i unowocześnieniu instalacji chłodniczej w zakładzie w Jarogniewicach oraz bliźniaczym wyposażeniem nowopowstałego obiektu w Ponętowie Górnym Pierwszym. Wydajność każdego z zakładów wynosi 5 ton na godzinę i gwarantuje firmie Frost pozycję największego w kraju producenta mrożonej cebuli.
Siedziba firmy FROST
Jak wyglądała realizacja projektu?
Wybór firmy integratorskiej był oczywisty dla firmy Frost. Pani Barbara Wegenke postanowiła podjąć współpracę z już wcześniej sprawdzoną i zaufaną firmą P.W. DREWMAX Tadeusz Sąsiadek i Wspólnicy Sp.j., która zaproponowała i wdrożyła rozwiązanie bazujące na robocie Kawasaki, dostarczonym przez firmę ASTOR. Prace wdrożeniowe trwały około 2 miesiące.
Robot Kawasaki z chwytakiem
„Paletyzacja produktów w firmie Frost była wymagającym projektem, ze względu na dużą różnorodność opakowań (różnego wymiaru kartony oraz oszronione worki), a także palety o różnych wymiarach. Firma Drewmax zaprojektowała i wykonała chwytak wykorzystujący pneumatyczne generatory próżni oraz urządzenia peryferyjne do transportu opakowań i palet. W tym projekcie wykorzystano robota Kawasaki ZX130L. Dzięki funkcjonalności języka programowania AS zastosowanego w robotach Kawasaki możliwe było zbudowanie elastycznej i bardzo przejrzystej aplikacji, pozwalającej na ułożenie w zasadzie dowolnych opakowań w dowolnej konfiguracji na dowolnej palecie. W aplikacji tej wykorzystano również możliwość tworzenia interfejsu użytkownika na teach pendancie robota, dzięki czemu aplikacja została wyposażona w prosty interfejs do modyfikacji schematów układania, co znacznie uprościło obsługę gniazda paletyzacji” – opowiada Tomasz Maciejewski, Automatyk w firmie DREWMAX, która była integratorem wdrożenia.
Zainstalowano transporter palet, który dostarcza palety z dwóch stron robota. Robot Kawasaki ZX130LFD42 układa na paletach 15-20-kilogramowe worki foliowe lub 10-kilogramowe kartony z zamrożoną cebulą pokrojoną w kostki lub w plastry. Następnie tak załadowana paleta jest transportowana do owijarki palet, gdzie następuje zawinięcie produktów folią i z tego miejsca gotowa paleta trafia do transportu.
Stanowisko do paletyzacji z robotem Kawasaki stanowi istotny element projektu linii produkcyjnej, w której głównym elementem jest tunel zamrażalniczy.
Warto zwrócić uwagę na to, że technologia produkcji w firmie FROST nie uległa zmianie, zmianie uległy jedynie narzędzia, którymi wykonywane są działania związane z produkcją mrożonych warzyw.
Obsługa stanowiska zrobotyzowanego w firmie FROST
Efekty robotyzacji
„Unowocześnienie linii transportu wraz z zainstalowaniem robota do paletyzacji pozwoliły na zwiększenie wydajności o 30% oraz rozwój pracowników i ich kontakt z nowoczesną technologią, ale także na wzrost wartości firmy FROST i postrzeganie jej jako nowoczesną” – podsumowuje Henryk Tomczyk, Kierownik Działu Utrzymania Ruchu w firmie FROST.
Efektem robotyzacji jest m.in. zwiększona wydajność i oszczędność czasu. Czynności paletyzacji wykonywane są dużo szybciej przez robota niż ręcznie przez pracowników. Dodatkowo dokładna paletyzacja oraz owijanie folią palet pozwalają na utrzymanie stałej wysokiej jakości zapakowanych produktów i zabezpieczenie ich na czas transportu.
„Teraz pracownikom została powierzona mniej obciążająca praca, jaką jest sortowanie cebuli oraz utrzymanie czystości w zakładzie. Pracownicy przekonali się, że robot nie pozbawił ich pracy, a wręcz przeciwnie – wyręczył w najcięższych obowiązkach. Modernizacja linii produkcyjnej spowodowała również 2-krotny wzrost produktywności: z 1200 ton zamrożonej cebuli paletyzowanej miesięcznie do 2500 ton.” – podsumowuje Barbara Wegenke, Prezes firmy Frost.
Zarówno klient, jak i integrator dostrzegli zalety współpracy z firmą ASTOR, która poza dystrybucją systemów automatyki i robotyki zapewnia pakiet usług dodatkowych. Są to m.in. konsultacje techniczne i biznesowe, doradztwo przedwdrożeniowe, profesjonalne wsparcie techniczne (w tym m.in. przeglądy okresowe). Zadania wykonywane przez pracowników zaliczały się do ciężkich i wymagających. Właściciel firmy – Barbara Wegenke – miała kilka powodów do zmiany takiego stanu rzeczy. Jednym z nich były trudności w znalezieniu pracowników na stanowisko do paletyzacji, co skutkowało znaczną rotacją pracowników. Dodatkowo zaistniała potrzeba zwiększenia wydajności produkcji i zaspokojenia rosnących potrzeb rynku. Firmie zależało także na rozwoju i wprowadzeniu nowoczesnych technologii. Głównie z tych powodów zdecydowano się na zakup nowej linii produkcyjnej, której istotnym elementem było wykonanie stanowiska do paletyzacji z udziałem robota Kawasaki.
Menedżer produktu: robota edukacyjnego Astorino oraz redaktor, autor i korektor tekstów. Od 13 lat w marketingu branży przemysłowej. Przez 10 lat była redaktorem naczelnym Biuletynu Automatyki ASTOR. Współautor i redaktor wielu artykułów typu case study, informacji prasowych, scenariuszy do filmów typu case study, treści folderów firmowych i postów do mediów społecznościowych. Koordynator content marketingu robotyki przemysłowej i edukacyjnej w ASTOR. Wielbicielka nauki języków obcych, ze szczególnym uwzględnieniem gramatyki, ortografii i etymologii.
Temat jest dla Ciebie interesujący? Napisz wiadomość do autora i zdobądź ciekawy kontakt.
Podnoszenie konkurencyjności POLMO S.A. dzięki automatyzacji produkcji i robotyzacji spawania
Zakłady Sprzętu Motoryzacyjnego Polmo S.A. są największym obiektem przemysłowym w Brodnicy. Jest to przedsiębiorstwo z długą tradycją, którego zarząd, w obliczu rosnących wymagań jakościowych stawianych przez klientów, zdecydował o inwestycji w nowoczesne technologie. Jak z sukcesem zmodernizować zakład i dostosowywać go do wymogów konkurowania na współczesnym rynku?
Cele:
zwiększenie zdolności produkcyjnych POLMO S.A.
podniesienie prestiżu przedsiębiorstwa
zyskanie przewagi konkurencyjnej
Wyzwanie:
zapewnienie stabilności i powtarzalnej jakości spawania klasy B
kompleksowa automatyzacja i robotyzacja jednej z dwóch linii spawalniczych
precyzyjne raportowanie procesu
optymalizacja kosztu wytworzenia produktu
Zakład z tradycją
Zakłady Sprzętu Motoryzacyjnego Polmo S.A. są największym obiektem przemysłowym w Brodnicy. Jest to przedsiębiorstwo z długą tradycją, którego zarząd, w obliczu rosnących wymagań jakościowych stawianych przez klientów, zdecydował o inwestycji w nowoczesne technologie. Jak z sukcesem zmodernizować zakład i dostosowywać go do wymogów konkurowania na współczesnym rynku?
Zakłady wytwarzają szeroką gamę wysokiej jakości części zamiennych i oprzyrządowania dla przemysłu samochodowego. Podstawą asortymentu są stalowe zbiorniki paliwa i zbiorniki sprężonego powietrza dla pojazdów takich, jak ciężarówki, przyczepy, naczepy i autobusy.
Spawanie jest kluczowym procesem w produkcji zbiorników sprężonego powietrza. Jest to proces bardzo wymagający pod względem technologicznym – a także organizacyjnym, z uwagi na ograniczoną dostępność wykwalifikowanych spawaczy. Niektóre przepisy w spawalnictwie podlegają nadzorowi Urzędu Dozoru Technicznego, a wśród nich znajdują się również surowe normy dotyczące kwalifikacji i ochrony zdrowia spawaczy.
Zbiorniki muszą również spełniać szczególnie wysokie wymogi jakościowe narzucone przez przepisy Unii Europejskiej – są one wyśrubowane ze względów bezpieczeństwa. Ponadto, odbiorcami tych produktów są głównie międzynarodowe koncerny samochodowe, które oczekują od dostawcy dostosowania się do ich procedur i standardów – nie tylko jakościowych, ale również cenowych i operacyjnych – w tym szybkiego czasu realizacji zamówienia.
Zakłady POLMO S.A. w Brodnicy
Poszukując sposobu, by spełnić liczne wysokie wymagania, ówczesny zarząd POLMO podjął decyzję o kompleksowej automatyzacji i robotyzacji jednej z dwóch linii spawalniczych pracujących w zakładzie. Zdecydowano się na technologię modernizacyjną, która miała wyraźnie wyróżnić zakład spośród innych dostawców i wyposażyć go w przewagę konkurencyjną. Wprowadzenie nowoczesnej technologii miało także podnieść prestiż firmy wśród zachodnich odbiorców.
Od strony biznesowej celem inwestycji było zwiększenie zdolności produkcyjnych zakładu – początkowym założeniem była możliwość produkcji 55000 sztuk jednego typu zbiornika rocznie na linii. Od strony inżynierskiej inwestycja miała zapewnić powtarzalną jakość spawania klasy B; jest to najwyższa klasa jakości w spawalnictwie.
Zrobotyzowane spawanie w POLMO S.A.
…stawia na robotyzację
Całościowej koordynacji i realizacji inwestycji w robotyzację linii spawalniczej zajęła się firma ASTOR. W zakres projektu weszły: wybór podwykonawców, nadzór nad przygotowaniem projektów elektrycznych i mechanicznych oraz nad wykonaniem elementów składowych i maszyn w siedzibach podwykonawców, częściowe odbiory, montaż w zakładzie, a na końcu uruchomienie linii i proces testowania przygotowujący do końcowego odbioru linii przez osoby upoważnione z ramienia POLMO. ASTOR zapewnił także wsparcie technologiczne w zakresie spawania, a także konsultacje oraz szkolenia dla obsługi w zakresie programowania robotów, wizualizacji i sterowania.
„Robotyzacja uwiarygadnia wysoką jakość i optymalizuje koszt wytworzenia produktu. Ułatwia nam to zdobywanie kontraktów.”
– Marek Wasiak, Prezes Polmo S.A.
Zrobotyzowana linia spawania obsługiwana jest przez 5 robotów, które realizują proces spawania zbiorników i czyszczenia spoin. Cały proces wytwarzania zbiornika jest realizowany w sposób zautomatyzowany: od załadunku elementów składowych, do dostarczenia ich na stanowisko znakowania gotowych zbiorników. Pracownicy obsługujący stanowisko wkładają do magazynków płaszcze, dennice i króćce. Z magazynków roboty pobierają elementy składowe i realizują proces składania, spawania i odłożenia na transporter do strefy czyszczenia. Manipulator pobiera zbiornik z podajnika i przekazuje kolejnemu robotowi, który rozpoczyna czyszczenie spoin. Po oczyszczeniu zbiornik przechodzi przez tunel chłodzący i trafia na stanowisko obsługiwane przez operatora, który układa zbiornik w stanowisku znakowania mikroudarowego. Zbiorniki znakowane są indywidualnymi numerami, pozwalającymi odtworzyć proces produkcji każdego wyrobu i stanowiącymi gwarancję jego jakości. Po oznakowaniu operator przenosi zbiornik do komory testowania szczelności. Test ten polega na napełnieniu zbiornika wodą z inhibitorem korozji do określonego normą poziomu ciśnienia i sprawdzaniu ewentualnego spadku ciśnienia w czasie. Po wykonaniu testu proces na linii produkcji zbiornika jest zakończony i wyroby trafiają do lakierni proszkowej.
„Linia może pracować w cyklu 24-godzinnym. Na linii może być produkowane do kilkudziesięciu rodzajów zbiorników, z możliwością dalszego rozszerzenia asortymentu. Czas przezbrojenia wynosi od 15 do 30 minut, w zależności od rodzaju zbiornika”
– dodaje Dariusz Godlewski, Główny technolog ds. jakości w POLMO S.A.
Stanowisko wyposażone jest w roboty Kawasaki, kontrolery GE PACSystems RX3i i układy GE RSTI I/O, serwonapędy GE VersaMotion, wizualizację Wonderware InTouch i osprzęt w postaci panelu operatorskiego GE oraz komputera przemysłowego Astraada.
Precyzyjne raportowanie procesu automatyzacji produkcji i zrobotyzowanego spawania
Najwyższa klasa spawania
Zarówno przedstawiciele zakładu POLMO, jak i firmy ASTOR otwarcie przyznają, że pełna realizacja inwestycji wymagała zmierzenia się z wieloma trudnościami – przewidzianymi i nieprzewidzianymi.
Pod względem inżynierskim, największymi wyzwaniami były: uzyskanie wysokiej stabilności i powtarzalności procesu, a także spełnienie wymogów jakościowych stawianych spawom kategorii B. Wytrwałe dążenie do zamierzonego celu przyniosło jednak efekt. „Oczekiwaną, idealną jakość spawania udało się uzyskać dzięki procesowi prób i testów, które pozwoliły na wybranie odpowiednich parametrów spoin i ustawienie procesu” – wspomina Paweł Halicki, zastępca dyrektora ds. koordynacji inwestycji, kierownik projektu po stronie firmy ASTOR.
„Polecamy firmę ASTOR jako realizatora kompleksowych linii produkcyjnych ze względu na dyspozycyjność pracowników, konstruktywne rozwiązywanie problemów powstających podczas realizacji oraz fachową obsługę projektu”
– zapewnia Marek Wasiak, Prezes POLMO S.A.
Zautomatyzowana produkcja i zrobotyzowane spawanie w POLMO S.A.
Inwestycja jako całość także spełnia oczekiwania inwestora: „Zrobotyzowanie spawania w zakładzie POLMO gwarantuje kontrolę procesu oraz optymalizuje koszt wytworzenia produktu” – podkreśla Marek Wasiak. „Robotyzacja w spawalnictwie podnosi wydajność, a także stabilność procesu, daje też możliwość pracy w ruchu ciągłym” – dodaje Janusz Skamarski, Kierownik Produkcji w zakładzie.
Robotyzacja zwiększa również komfort pracy obsługi: „Różnica pomiędzy linią zrobotyzowaną, a linią półautomatyczną jest taka, że praca jest dużo lżejsza, bardziej komfortowa, a wyroby wychodzą dużo lepszej jakości” – mówi Damian Pankowski, operator linii.
POLMO nowoczesne
Efektem inwestycji w robotyzację spawania jest to, że w fabryce POLMO pracuje obecnie jedna z najbardziej zaawansowanych technologicznie linii produkcyjnych, nie tylko w Polsce, ale również w naszej części Europy. „Nasi klienci postrzegają całkowite zrobotyzowanie procesu spawania jako uwiarygodnienie bardzo wysokiej jakości naszych produktów, co ułatwia nam zdobywanie kontraktów” – podkreśla Marek Wasiak, Prezes POLMO.
Jest to część całościowej modernizacji zakładu. Jedna z lakierni proszkowych w zakładzie także jest już całkowicie zautomatyzowana, a wyroby poddawane są szczegółowym testom jakości w dwóch laboratoriach wyposażonych w najnowocześniejsze urządzenia do testowania.
„Oczekiwaną, idealną jakość spoin udało się uzyskać dzięki procesowi prób i testów, które pozwoliły na wybranie odpowiednich parametrów spoin i ustawienie procesu.”
– Paweł Halicki, Zastępca Dyrektora ds. koordynacji inwestycji, ASTOR.
Modernizacja nie tylko pozwala na sukcesywne podnoszenie jakości wyrobów i zwiększanie efektywności produkcji, dzięki czemu zakład staje się konkurencyjny na rynku polskim i zagranicznym, ale także poprawia komfort pracy i podnosi kwalifikacje zawodowe wśród pracowników jednego z największych pracodawców w Brodnicy.
Menedżer produktu: robota edukacyjnego Astorino oraz redaktor, autor i korektor tekstów. Od 13 lat w marketingu branży przemysłowej. Przez 10 lat była redaktorem naczelnym Biuletynu Automatyki ASTOR. Współautor i redaktor wielu artykułów typu case study, informacji prasowych, scenariuszy do filmów typu case study, treści folderów firmowych i postów do mediów społecznościowych. Koordynator content marketingu robotyki przemysłowej i edukacyjnej w ASTOR. Wielbicielka nauki języków obcych, ze szczególnym uwzględnieniem gramatyki, ortografii i etymologii.
Temat jest dla Ciebie interesujący? Napisz wiadomość do autora i zdobądź ciekawy kontakt.
System SCADA wspomaga efektywność wykorzystania parku maszynowego w Zakładzie Turbin ALSTOM Power
System SCADA znakomicie wkomponował się w rozwijany od kilku lat w Zakładzie Turbin innowacyjny wieloplatformowy system ETIPS (Elblag Turbine Integrated Production System). Dzisiaj SCADA jest integralną częścią ETIPS.
Jednym z najważniejszych wyzwań jakie stoją przed zakładami produkcyjnymi, jest efektywne wykorzystanie parków maszynowych. Nowoczesnych rozwiązań w tym zakresie poszukiwała produkująca turbiny firma ALSTOM Power z Elbląga. Odpowiedzią na ich potrzeby okazało się wdrożenie systemu SCADA.
Ciągłe podwyższanie efektywności wykorzystania parku maszynowego jest możliwe tylko wtedy, gdy dostępne są precyzyjne informacje o aktualnym wykorzystaniu maszyn, stratach związanych z nieefektywną pracą, awaryjnością maszyn, czasem reakcji na awarie oraz czasem poświęconym na naprawy. Taka kompleksowa wiedza jest dostępna jedynie dzięki zastosowaniu zautomatyzowanego systemu, pozyskującego główne sygnały bezpośrednio ze sterowania maszyn obróbczych.
Firma z nowoczesnym zapleczem…
Zakład Turbin stanowi część koncernu Alstom, który zatrudnia w kraju 3200 pracowników w sektorach energetyki, sieci przesyłowych i transportu. Firma dysponuje nowoczesnym zapleczem projektowo-wytwórczym i eksperckim na światowym poziomie oraz posiada wieloletnie doświadczenie w realizacji projektów w zakresie energetyki i transportu szynowego.
ALSTOM Elbląg
Zakład Turbin w Elblągu powstał w 1948 r. Fabryka produkuje kompletne turbiny parowe różnej mocy oraz moduły, podzespoły i części zamienne dla elektrowni parowych, gazowych oraz jądrowych o maksymalnej masie 120 ton. Zatrudnia 482 pracowników, dysponujących szeroką wiedzą i doświadczeniem.
W zakresie produkcji łopatek turbinowych stosowane są nowatorskie rozwiązania technologiczne, takie jak pięcioosiowe zautomatyzowane centra obróbcze oraz komputerowy pomiar profilu łopatki. Jak dotąd, już 340 turbin wyprodukowanych przez elbląski zakład trafiło do elektrowni na całym świecie.
Zakład Turbin Hala A20
System klasy SCADA
Jednym ze strategicznych celów ALSTOM Power jest jak najbardziej optymalne wykorzystanie dostępnych zasobów i ciągłe zwiększanie efektywności w tym zakresie. Pozyskanie niezbędnych do tego celu informacji okazało się sporym wyzwaniem. Produkcja odbywa się w około 40 centrach obróbczych o różnej specyfice, pracujących w reżimie całodobowym, przez każdy dzień w roku z wyłączeniem świąt.
W odpowiedzi na zapotrzebowanie firma ASTOR zaoferowała udział we wdrożeniu systemu klasy SCADA (Supervisory Control And Data Acquisition) w oparciu o Platformę Systemową Wonderware (obecnie AVEVA). Oprócz Platformy Systemowej Wonderware, ASTOR dostarczył również kompletną szafę serwerową wyposażoną w 2 serwery Dell oraz sterowniki Horner pełniące rolę medium komunikacyjnego pomiędzy maszynami obróbczymi, Platformą i operatorami maszyn.
Stanowisko operatorskie maszyny ze sterownikiem Horner XL10e
Wdrożenie systemu
Prace projektowe były prowadzone wspólnie przez Sekcję Rozwoju z Zakładu Turbin i firmę ASTOR. Specjaliści ASTOR przygotowali aplikacje na Platformę Systemową Wonderware (obecnie AVEVA) oraz sterowniki Horner, a także uczestniczyli w podłączeniu pierwszych maszyn do nowego systemu. Założeniem projektu była taka współpraca ASTOR z Zakładem Turbin, aby po zakończeniu projektu inżynierowie Sekcji Rozwoju Zakładu Turbin mogli kontynuować rozwój systemu całkowicie samodzielnie. Infrastruktura obejmująca wydzieloną sieć informatyczną, łącząca maszyny z Platformą, została przygotowana przez Sekcję Rozwoju Zakładu Turbin. Za wyprowadzenie sygnałów z maszyn obróbczych głównie odpowiadała firma Partner Serwis. Do integracji sterowników Horner z maszynami obróbczymi została włączona firma NEST Serwis.
Sterowniki Horner – schemat podłączenia do maszyny
System został wdrożony przy minimalnych, w zasadzie niezauważalnych, postojach maszyn obróbczych, które były jednak konieczne do podłączenia maszyn do systemu SCADA. Bardzo ważnym elementem projektu było przeszkolenie przez ASTOR pracowników Sekcji Rozwoju Zakładu Turbin nie tylko z administracji systemem, ale przede wszystkim z możliwości dalszego jego rozwoju.
Efekty realizacji projektu
System SCADA znakomicie wkomponował się w rozwijany od kilku lat w Zakładzie Turbin innowacyjny wieloplatformowy system ETIPS (Elblag Turbine Integrated Production System). Dzisiaj SCADA jest integralną częścią ETIPS.
Dzięki realizacji projektu kadra kierownicza Zakładu Turbin i poszczególnych jego Wydziałów została wyposażona w narzędzie pozwalające na szybką ocenę aktualnego statusu pracy maszyn. Dane historyczne gromadzone w systemie są źródłem wykorzystywanym w analizie przestoi maszyn oraz w projektach optymalizujących procesy produkcyjne. Wspomagają także decyzyjność w zakresie planowania modernizacji maszyn. Na podstawie tych danych Sekcja Rozwoju Zakładu Turbin rozwinęła już samodzielnie na osobnej platformie w ramach ETIPS szeroki, elastyczny system raportowania takich wskaźników jak OEE, MUR, MTBF, MTTR, Availability, Productivity, itp. Oprócz ścisłego kierownictwa, odbiorcami systemu są również nadzór mistrzowski i operatorzy maszyn.
Dane pochodzące z systemu SCADA są podstawą do codziennych spotkań omawiających postępy i problemy na produkcji.
SCADA – aktualne statusy maszyn
Podsumowanie
WYZWANIA
dostęp do precyzyjnej informacji o aktualnym wykorzystaniu maszyn, stratach związanych z nieefektywną pracą, awaryjności maszyn, czasem reakcji na awarie, czasem poświęconym na naprawy – dla 40 centrów obróbczych, o różnej specyfice, pracujących w reżimie całodobowym.
PRODUKTY / ROZWIĄZANIA / USŁUGI
Platforma Systemowa Wonderware (obecnie AVEVA);
sterowniki Horner APG;
Szkolenia Akademii ASTOR.
KORZYŚCI
szeroki, elastyczny system raportowania takich wskaźników jak OEE, MUR, MTBF, MTTR, Availability, Productivity;
szybka ocena aktualnego statusu pracy maszyn,
wsparcie decyzyjności w zakresie planowania modernizacji maszyn.
Po zakończeniu projektu współpraca zaowocowała dołączaniem kolejnych maszyn do systemu już samodzielnie przez ALSTOM, a także samodzielnym rozwojem aplikacji na sterowniki Horner oraz na Platformie Systemowej Wonderware (obecnie AVEVA).
Raporty na podstawie danych z systemu SCADA
Wsparcie ze strony ASTOR nadal jest realizowane w ramach Kontraktu Pomocy Technicznej ASTOR. Te dobre doświadczenia owocują dalszą obustronną współpracą.
autor:
Michał Wierzbicki Kierownik Sekcji Rozwoju Procesów Zakład Turbin ALSTOM Power Sp. z o.o., Oddział Elbląg
Menedżer produktu: robota edukacyjnego Astorino oraz redaktor, autor i korektor tekstów. Od 13 lat w marketingu branży przemysłowej. Przez 10 lat była redaktorem naczelnym Biuletynu Automatyki ASTOR. Współautor i redaktor wielu artykułów typu case study, informacji prasowych, scenariuszy do filmów typu case study, treści folderów firmowych i postów do mediów społecznościowych. Koordynator content marketingu robotyki przemysłowej i edukacyjnej w ASTOR. Wielbicielka nauki języków obcych, ze szczególnym uwzględnieniem gramatyki, ortografii i etymologii.
Temat jest dla Ciebie interesujący? Napisz wiadomość do autora i zdobądź ciekawy kontakt.
Robot Kawasaki Robotics wspiera projekty studenckie na Wydziale Mechanicznym Politechniki Lubelskiej
Wydział Mechaniczny jest najstarszym wydziałem Politechniki Lubelskiej. Jego misją jest interdyscyplinarne kształcenie studentów w sposób zapewniający nabycie wiedzy i umiejętności kreowania twórczych rozwiązań, w powiązaniu z nauką, rozwojem technicznym, we współpracy z gospodarką i społeczeństwem oraz w zgodzie ze standardami międzynarodowymi i poziomem współczesnej cywilizacji.
Wydział Mechaniczny dąży do realizacji badań naukowych na najwyższym poziomie, ukierunkowanych na zapotrzebowanie przemysłu, umożliwiając swoim pracownikom i doktorantom wszechstronny rozwój, pokazując najlepsze wzorce, gromadząc najlepszą aparaturę, rozwijając narzędzia i metody.
Wyzwania
Dzięki funduszom unijnym uczelni udało się zbudować Centralne Laboratorium Wdrożeń. Jego celem jest usprawnienie dydaktyki oraz wymiana doświadczeń pomiędzy poszczególnymi wydziałami Politechniki Lubelskiej. Szeroka gama urządzeń pozwala kształcić studentów zgodnie z aktualnie panującymi trendami rozwoju rynku pracy. Mają oni dostęp do nowoczesnych technologii podnoszących ich kwalifikacje oraz pozycję na rynku pracy.
Stanowisko zrobotyzowane z robotem Kawasaki Robotics
Jak wyglądała realizacja stanowiska zrobotyzowanego?
W ramach rozbudowy Katedry Automatyzacji w 2014 roku zakupiony został robot przemysłowy Kawasaki RS003N z firmy ASTOR. Wraz z manipulatorem firma dostarczyła dedykowany chwytak szczękowy oraz oprogramowanie symulacyjne.
Wykorzystując dostarczone urządzenia, studenci Politechniki Lubelskiej przygotowali zrobotyzowane stanowisko demonstracyjne, którego wstępny projekt zrealizowany został w środowisku programistyczno – symulacyjnym K-Roset.
Symulacja stanowiska w oprogramowaniu K-Roset
Oprogramowanie umożliwia weryfikację zasięgu, czasu cyklu oraz testy przygotowanej aplikacji. Aby urealnić symulację, możliwe jest zaimportowanie obiektów w postaci plików CAD w formacie .stl.
Manipulator połączony został z systemem wizyjnym, który oprogramowano w języku Python z wykorzystaniem biblioteki OpenCV. Za projekt i wykonanie algorytmu dla systemu wizyjnego odpowiadał inż. Krystian Łygas.
Aby uatrakcyjnić wygląd stanowiska, studenci Wydziału Mechanicznego przygotowali podstawę mocującą robota, pola pobrania oraz odłożenia części, którymi zostały słodycze. Podczas pokazów stanowisko odwiedzane było zarówno przez studentów, jak również licznych „młodszych pasjonatów robotyki”. Cukierki były na tyle uniwersalnym produktem, że każda osoba, która widziała pracującą aplikację, mogła zwizualizować sobie zastosowanie robota w zakładach przetwórstwa spożywczego, a przy odrobinie wyobraźni, również w innych gałęziach przemysłu.
Stanowisko przygotowali studenci inż. Wojciech Danilczuk oraz inż. Krystian Łygas. Opiekunem merytorycznym projektu był dr inż. Radosław Cechowicz.
Stanowisko zrobotyzowane z robotem Kawasaki Robotics
Korzyści z rozwiązania
W przyszłości planowane jest zaimplementowanie algorytmu pobierania detalu nie spozycjonowanego oraz wizji dynamicznej – tzn. przechwycenie obiektu w ruchu.
Stanowisko jest stale modernizowane i dostosowane do różnego rodzaju aplikacji. Zakup robota Kawasaki umożliwił studentom dostęp do nowoczesnych technologii oraz dał możliwość rozwoju umiejętności praktycznych. Tym samym pozwolił skrócić czas wdrożenia studentów na rynek pracy po ukończeniu uczelni wyższej.
Stanowisko zaprezentowane zostało m.in. na Lubelskim Festiwalu Nauki 2014, gdzie zdobyło nagrodę dla najlepszego projektu studenckiego.
współpraca:
inż. Wojciech Danilczuk Politechnika Lubelska Wydział Mechaniczny, Katedra Automatyzacji wojciech.danilczuk@pollub.edu.pl
Menedżer produktu: robota edukacyjnego Astorino oraz redaktor, autor i korektor tekstów. Od 13 lat w marketingu branży przemysłowej. Przez 10 lat była redaktorem naczelnym Biuletynu Automatyki ASTOR. Współautor i redaktor wielu artykułów typu case study, informacji prasowych, scenariuszy do filmów typu case study, treści folderów firmowych i postów do mediów społecznościowych. Koordynator content marketingu robotyki przemysłowej i edukacyjnej w ASTOR. Wielbicielka nauki języków obcych, ze szczególnym uwzględnieniem gramatyki, ortografii i etymologii.
Temat jest dla Ciebie interesujący? Napisz wiadomość do autora i zdobądź ciekawy kontakt.